US3440135A - Process for crosslinking cellulosic fibers during gas suspension of fibers - Google Patents
Process for crosslinking cellulosic fibers during gas suspension of fibers Download PDFInfo
- Publication number
- US3440135A US3440135A US513251A US3440135DA US3440135A US 3440135 A US3440135 A US 3440135A US 513251 A US513251 A US 513251A US 3440135D A US3440135D A US 3440135DA US 3440135 A US3440135 A US 3440135A
- Authority
- US
- United States
- Prior art keywords
- fibers
- pulp
- fiber
- air
- crosslinking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
- D21H11/16—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only modified by a particular after-treatment
- D21H11/20—Chemically or biochemically modified fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08B—POLYSACCHARIDES; DERIVATIVES THEREOF
- C08B15/00—Preparation of other cellulose derivatives or modified cellulose, e.g. complexes
- C08B15/10—Crosslinking of cellulose
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Biochemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Paper (AREA)
Description
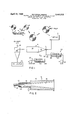
PROCESS R CROS LULOSIC FIBERS DUB GAS SUSPENSION OF FIBERS Filed Dec. 15, 1965 WET PULP FLUFFER EXHAUST AIR 8 HEATERS 3s STEAMlELEC. I COLLECTOR 28 3O 29 FIG. I
I I? I2 FIG. 2
United States Patent US. Cl. 162157 7 Claims ABSTRACT OF THE DISCLOSURE A method for producing crosslinked stiffened cellulosic fibers in substantially individual fiber form. The method involves fiber impregnation with the crosslinking agent followed by fluffing and drying actions and then crosslinking in a matter of seconds by propelling the fibers through a curing zone of a gas at crosslinking temperature. The process may involve screening of. the product to remove fiber nits and the like. The process includes an aging step of the fiber in mass form prior to the fiuffing action, the aging in combination with the other steps having the effect of providing a product substantially free of nits and eliminating the necessity for screening.
This invention relates to the crosslinking of cellulosic fibers, particularly wood pulp fibers.
The impregnation of cellulose fibers with crosslinking agents followed by heating to occasion a crosslinking reaction is known. In general, it is considered that the reaction is that of an agent with the cellulose to crosslink adjacent cellulose chains. Commonly, this reaction between the cellulose and the crosslinking agent is very limited in degree and requires a significant period of time at elevated temperatures. The temperature to which the fibers may be subjected is limited because the fibers are, to some degree, heat sensitive and will char or burn if the fiber temperature becomes high. Therefore, many minutes of reaction time are commonly involved in the crosslinking of wood pulp fiber with other agents even at low degrees of crosslinking.
It is a purpose of this invention to provide a novel procedure for the attainment of crosslinked cellulosic fibers wherein the crosslinked material is attained within a short period of time which is at least an order of magnitude different from the usual procedures. Also, it is a purpose of this invention to attain a degree of reaction sufiicient to significantly alter the characteristics of individual fibers and masses constituted by such fibers. An allied purpose is to attain the crosslinked fibers altered in form as to stiffness, surface characteristics and the like while yet preventing significant fiber damage, that is, the fiber is not materially shortened, abraded or the like by the practice of the invention.
It is yet another object of the invention to provide a process for the attainment of crosslinked wood pulp fibers wherein the fibrous product of the reaction may require substantially no screening for removal of fiber clumps and the like, although screening for improving uniformity of product may be practiced in one variation of the in vention.
The invention will be more fully understood by reference to the following detailed description and accompanying drawings wherein:
FIG. 1 is a schematic representation in the general form of a flow diagram illustrating a preferred embodiment of the invention; and
FIG. 2 illustrates a preferred arrangement of an equip- Patented Apr. 22, 1969 ment component for the practice of one phase of the invention.
Similar parts are designated by corresponding numbers in the drawings.
In the practice of the preferred embodiment of the invention and referring to FIG. I particularly, a roll of air dry pulp 1 is unreeled and directed in mat form to an aqueous solution of a crosslinking impregnant indicated at 3 and contained in any convenient type of tank 2 utilizable for saturating the pulp. The pulp of roll 1 is suitably southern pine bleached kraft.
The pulp roll 1 for commercial application may have a very high basis weight, about 1000 pounds per 3000 square feet, although the practice of the invention is not restricted thereto. This pulp roll 1 will commonly have been produced in conventional pulp forming procedures and may be any conventional type pulp of a nature such that it could, with proper treatment, be formed into a usual self-sustaining paper sheet. Whether of sulfate, sulfite, soda or a similar pulp, the pulp might also be supplied in laps, sheets and baled sheets as well as in roll form. Additionally, the pulp may be bleached or unbleached. The moisture content of the pulp at this stage suitably is air-dry, that is, about pulp and 10% moisture. The pulp may also contain additives such as surfactants for the purpose of aiding dispersion of the sheet; such are not necessary to the practice of this invention but may be included and are present in some commercial pulps.
The pulp, in passing through the impregnating solution, moves as a sheet under guide rolls 4, then between squeeze rolls 5 and is formed into a saturated pulp roll 6. The squeeze rolls 5 serve to press out excess solution. The extent of saturation of the pulp may be controlled both by the pressure applied by squeeze rolls 5 and the speed of movement of the pulp through the solution. This pulp sheet is commonly quite thick but will saturate readily and the submergence time is usually only a few seconds. Excessive pickup by the web may weaken and break the web and, accordingly, if so desired the web may be supported in its passage through the bath. Alternatively but less desirably, the impregnating solution may be applied by other modes of application including sprays. Preferably, the impregnant is present in the form of a saturated solution, that is, as high a concentration as possible.
The thick impregnated pulp mat will commonly have a solution pickup after pressing of about 90% to 200% by weight and, therefore, a basis weight in this condition in the range of 1900 pounds to 3000 pounds when the air dry basis weight is 1000 pounds. The nature of the pulp determines to some extent the consistency after pressing; usually 40 to 55% consistency is attained. High er consistencies are desirable to minimize drying costs but the pulp must remain wet upon pressing for my purpose. Commonly, the bleached kraft will have a solution pickup of about 200%.
The impregnated wet pulp in subsequent steps is fiuffed and dispersed, dried, cured and collected. In the combination of steps the pulp is so dispersed as to provide a product which, in the optimum condition, is in substantially individual fiber form. A mass of these cured fibers exhibit particularly desired characteristics, as noted hereinafter.
I have found that, to provide a fibrous product requiring little or no screening, it is desirable to pre-treat the saturated pulp roll 6. My pre-treatment preferably involves simply storing the wet impregnated pulp for a period of time, about 16 to 48 hours. The storage conditions may be simply those of normal temperature and pressures, or the conditions may be controlled as to humidity, temperature and the like. Temperatures, for example, of 40 F. to 120 F. are suitable for the purpose. With the kraft pulp specifically under consideration, a time of 18 hours at 70 F. under atmospheric conditions is suitable. It is important that during the storage period, the pulp retain sufficient moisture to inhibit migration as such would lead to areas of varying concentration of the impregnant particularly at roll edges.
In the absence of my pre-treatment step the subsequent fluffing action, as well as dispersion of the pulp during the drying and curing stages, are adversely affected. Thus, if the wet impregnated roll is fed directly to the succeeding steps without pre-treatment, clumps of fibers termed nits occur in the final product. For many purposes, particularly where absorbency characteristics of optimum quality are desired in the final product, the presence of such nits is essentially non-contributing to desired product properties. Also, the presence of nits tends to hinder drying of the material in the nits themselves and, While such nits may be screened out of the cured product, this results in excessive operations and product loss, and, further, there then exists the possibility of material of uncured nits being redispersed in the screening operation and passing with the product, lowering its quality.
While I am unable to account for the effects imparted by pre-treatment, as in aging or the like, it has been found to be a most desirable step with respect to the efficiency of the subsequent mechanical handling of the pulp. Accordingly, I do not wish to be limited by any explanation set forth herein. It does appear that the impregnated pulp fibers, swollen by the impregnation, remain swollen, capable of further water absorption, and flexible but individually slightly stiffened by the pre-treatment. In any event, as indicated in FIG. 1, I prefer that the wet saturated pulp roll 6 be subjected to pre-treatment before submission to a fiuffer or fiberizer and the pre-treatment should not be such as to cause significant bonding between fibers of the rolled pressed sheet. The pre-treatment should stiffen the fibers somewhat and reduce their interbonding capacity.
The pre-treated, pressed pulp is unrolled and fed to fiberizer or fluffer 7 in the wet condition. Commonly, the pulp consistency at this stage is 40 to 55%, substantially no water having been lost in the pre-treatment step. The fluffer 7 serves to separate the fibers to a large degree into individual fibers. This action is carried out without significant cutting, shortening, tearing or mutilation of the fibers. Conventional equipment may be used for the purpose and such includes hammermills, disk refiners, impact mills and the like operating in known manner for fiberizing. Very little power input is required for this purpose as compared with typical refining operations in which the character of the pulp is changed by cutting, fibrillation and the like. Some such mill operations may act to break the pulp into small hard pieces, which is undesirable as difliculty may then be encountered in separation into individual fibers in succeeding steps. Thus, undue impact action which tends to form clumps should be avoided; such fiberizing practice is and of itself known to the pulping art.
The output of the fiberizer 7 containing usually many individual fibers but possibly some soft agglomerates is then fed to reaction chamber 8. Preferably, the feed is directly from the outlet of the fluffing device to the inlet of chamber 8, that is, one unit is coupled to the other mechanically by a length of conduit. Such is not necessary but is mechanically expedient. The pulp at this time is still well wetted. Thus, moisture loss in the fiuffer 7 may be minimal. However, if so desired, drying may take place during flufling as long as the fibers are in the fluffed condition so that interfiber bonding does not take place to a significant degree.
Reaction chamber 8 includes an educator 9 and a curing zone 10. The eductor further includes a tapered air expansion zone or diffusing zone 11.
While drying may take place in the fiberizer 7 and the eductor 9 is then not necessary, I prefer to employ the eductor. Eductor 9 (FIG. 2) has a straight throat portion 12 welded at 13 to a plate 14 carried by an internally bored cylinder 15. The bore 16 of cylinder 15 tapers from a small diameter at the throat portion to an enlarged diameter in the direction of the curing zone 10 (FIG. 1). The throat portion itself is provided with a nut 17 having an aperture 18 in which there is press fitted a small diameter tube 19 serving as a pulp inlet. A side aperture 20 of the eductor provides for air inflow downstream of the pulp inlet. This structural arrangement provides for introduction of the wet pulp under the influence of the inflow of air through the aperture 20 with only a minimum of inflow of air from the atmosphere or from any device coupled to the reaction chamber such as a fiberizer.
The pulp is fed into tube 19 of eductor 9 and is impelled through the eductor by a hot air blast. Hot air under pressure is supplied from any convenient source designated generally at 22. Source 22 (FIG. 1) comprises an air compressor 23 from which air is directed successively over steam heaters 24 and electric heaters 25 to the eductor through the conduit indicated at 26. Alternatively, a furnace may be employed to supply the heated air. The air (or gas from a furnace) directed to the eductor should be free of contaminants which might affect the desired properties of the final product adversely. Also, the heated air should be at a sufficient temperature to effect rapid drying of the pulp; the air velocity should be high to attain a high drying rate and sufiicient to impel the pulp through air expansion zone 11 into the curing zone 10. Air velocity and temperature will vary somewhat with the fiber feed, the equipment size and the like; exemplary of conditions I have found useful in the apparatus illustrated in the drawings and having parameters set forth hereinafter are an air temperature of 630 F. at a volume flow of about c.f.m. at about 2.5 p.s.i. gauge pressure. The high air temperature does not injure the fiber due to the rapid evaporation of the water from the fiber, which maintains the fibers themselves suitably cool. The low pressure created within the eductor by the high flow rate of the combination of fiber and heated air aids rapid evaporation and drying of the pulp. Evaporation occurs at a low temperature due to the low pressure and maintains the fiber temperature well below 212 F. The air passes with the dried fiber toward the curing zone 10 and ultimately from the equipment.
The fiber in the eductor at least initially has a straight line flow and the fiber feed is at a high rate. Therefore, some fiber-to-fiber contact most probably exists during drying and normally these fibers, if dried in contact, would be cured in contact and remain bonded. Such apparently occurs to some extent in the absence of any pre-treatment and screening of the cured product is then desirable. With pro-treatment the fibers are apparently slightly stiffened and are separated readily. Also, in the eductor a turbulence is present which aids fiber separation and, further, flashing of water from the fibers may be a factor assisting separation. However, if the nits are too large, neither turbulence or flashing is effective to completely demolish the nits.
The air expansion zone 11 serves to decrease air velocity gradually and to inhibit development of undesirable air motion such as eddy currents.
As the dry fiber emanates from the eductor to the curing zone, it is already separated into substantially individual fibers. This permits presentation of a very considerable fiber surface to the action of heat in the curing zone and apparently accounts for the ability to effect curing and material change of fiber characteristics within a very short space of time.
For the purpose of effecting curing, I prefer to supply a second heated air or gas stream to the curing chamber to attain or maintain reaction temperature. This secondary air supply is lower in temperature generally than the primary air to the eductor and must be sufficiently low to prevent burning or charring of the fibers as the fibers are now substantially moisture-free. Secondary air is provided from a source such as a furnace or a source such as is generally designated at 27 in FIG. 1 comprising blower 28, electric heater 29, steam heater 30, and conduit 31. Conduit 31 directs the secondary air to the expansion zone 11 at a point close to the fiber entrance to curing Zone 110; this point of entry is not critical but the secondary air should be supplied at a point after the eductor in the path of flow. Introduction of secondary air into the eductor itself may cause unsatisfactory air flow reducing the efficiency of operation. This secondary air not only provides heat for the crosslinking reaction but maintains the fibers well suspended. An exemplary condition compatible with data already given is an air temperature of about 430 F. at a volume flow of 250 c.f.m.
To assist in maintaining an optimum fiber suspension throughout the procedure, the incoming air through conduits designated 26 and 31 may be given a swirling or spiral motion. The provision of simple right angle bends as at 32 in conduit 26 serves the purpose of spiraling the primary air flow; the tangential entry of air through conduit 31 complements this purpose. Though such spiral motion of the air (and the fiber stream) is not essential, it increases the relative velocity between fiber and the air and increases heat transfer to the dry impregnated fibers, thereby aiding curing.
The residence time within the reaction chamber 8 for the air and fiber is estimated to be about 3 seconds. Such time may vary and is dependent upon a plurality of interrelated factors, including, to some extent, the temperature conditions, the air-to-fiber ratio, the velocity of the air and fiber and physical characteristics of the reaction chamber such as length and diameter. I have found that with a throat length of 3 /2 at a diameter of 1.15" and an overall eductor length including the diffusing or air expansion zone of about 20 and with temperature and air flow as previously stated, an overall length of chamber 8 of about 40 feet serves the purpose well. These chamber dimensions are simply illustrative and may be varied considerably in specific applications.
An important facet of the curing action for optimum control is the introduction of the secondary air and the maintenance of reaction temperature with such air. The primary air cooled by its contact with the fiber, the vaporization of the water from the fibers and educted air is apparently adequately raised in temperature by the hot secondary air stream so that rapid curing is accomplished. The secondary air might be eliminated so long as the primary air is sufficient in temperature in the curing zone to effect reaction. This is dependent upon the initial primary air temperature and the drop in air temperature due to evaporation of the water from the fiber. A lesser amount of water evaporated will, of course, affect the air temperature to a lesser degree.
I prefer, however, to introduce the secondary air as described. Such serves to aid the pneumatic propulsion of the fibers in the highly fluffed suspension and to provide for rapid increase in temperature of the dried fibers from below 212 F. to curing temperature without excessive initial temperatures and volume of heating gas. The fibers in the curing zone due to the substantially complete drying action are collapsed about the retained crosslinking agent. It is believed quite surprising both that the pneumatically propelled fibers may be obtained totally or very largely as individual fibers in the suspension and that heat will penetrate the dry fiber wall sulficiently quickly to react the crosslinking agent within a matter of a few seconds.
The pulp passing from the reaction chamber is directed to any suitable collecting device which permits the removal of the air readily from the fiber. A cyclone designated at 34 serves the purpose of separating the air from the flowing stream, the air being exhausted at 35 and the fiber product being deposited through the bottom of the cyclone at 36 to any convenient collector or receptacle. Such may include bags, a screen or conveyor belt (not shown).
The fiber product is of excellent color, both G.E. brightness and Gardner color measurements showing no significant difference between the original pulp and the crosslinked fiber product. In the practice of the invention the pulp fibers employed are of papermaking length and microscopic examination of the modified fibers indicates that the fiber length distribution in the crosslinked material is substantially the same as the fiber length distribution in the original untreated fibers. The fibers differ importantly from the original fibers in wet and dry stiffness. Due to the crosslinking action while the fibers are dry and collapsed and the set imparted by crosslinking while dry, the fibers are inhibited against swelling when wetted. Also, the fibers lack bonding capacity for each other and are stiffened to the extent that mechanical working as in a refining operation in a papermaking process would reduce the fiber substantially to a powder.
The cured fiber before use in certain types of products such as sanitary applications may be subjected to washing with water to remove any possible excess reactant material from the fibers. Such washing does not affect the stiffness or the surface characteristics of the product. Additionally, the fibers may be redispersed in water for the purpose of forming mats of a low density 0.8 pound per cubic foot, for example) and having a high wet bulk, high Wet and dry resiliency, high porosity and absorbency as well as a high wet stiffness. The individual fibers themselves are quite rigid and substantially free of bonding capacity between themselves to the extent that they do not themselves form a bonded paper sheet.
The crosslinked fibers, whether redispersed after their formation in the manner described or whether simply used directly without other working, when in mass form demonstrate materially improved water-holding capacity with respect to a mass of the original fibers. This waterholding capacity is influenced by several processing factors and is a measure of fiber stiffness. One such influencing factor I have found to be the pre-treatment of the wet saturated pulp fiber prior to its introduction to the flufier. Simply storing the saturated pulp at a water content of about 40 to 60% by weight for a period of time sufiicient to reduce the interfiber bonding capacity results in a marked increase in water-holding capacity of a mass of the fibers as well as the already noted decrease in nit content. The improved water-holding capacity due to my pre-treatment is apparently the result of the substantial elimination of nits and the procurement of individual fibers. Similar improved water-holding capacity in the absence of pretreatment may be attained by screening of the product and elimianting larger clumped material.
The crosslinking impregnants are applied in solution form so that the impregnant is within the fibers primarily rather than between fibers. The surface of individual fibers apparently necessarily is coated with a very thin film of the impregnant. Yet bonding between fibers, at least irreversible bonding, does not take place during pretreatment even when a saturated solution of impregnant is applied to the fibers. Also, the process is apparently effective even with pulp in very heavy mat form, that is, mats ranging in basis weight from about pounds to 1000 pounds per 3000 square feet are useful and no significant bonding on aging occurs.
The impregnants for crosslinking which I have found to be most useful are combinations of formaldehyde and urea. The N-methylol ureas serve the purpose well. Dimethylol urea is available commercially and suitable. Preferably, the aqueous impregnant solution is formed from the formaldehyde and urea components and the mole ratio of formaldehyde to urea should exceed about 1:1, a ratio of 1.5 :1 isuseful. This ratio will be changed by the procedure since formaldehyde is commonly lost to the atmosphere in the course of production.
An N-methylol urea solution found to be very useful for the practice of the invention is prepared by dissolving urea in water and then adding a commercially available composition designated as 25/60 urea-formaldehyde which contains by weight 25% of urea, 60% of formaldehyde and 15% water. Such order of addition minimizes the quantity of fumes of formaldehyde which escape. To the aqueous solution there is added sufficient alkali to bring the pH to about 8.5, and this alkaline solution is stored at least overnight to permit the reaction between the urea and formaldehyde to take place to produce N-methylol urea. A typical formulation is provided below:
1 Registered trademark of Rohm & Haas Company, Philadelphia, Pa
The surfactant such as Triton X-100 is not necessary but may aid dispersion of the fibers if the pulp is found to be dispersible with difficulty. Too much of a surfactant is not desirable as it may affect the surface properties of the product.
The concentration of the N-methylol urea in the solution specifically described above is about 20% by weight and the mole ratio of formaldehyde to urea is about 2 /2 :1. This solution with ammonium chloride added as catalyst to the extent of about l /2% by Weight based on the N-methylol urea content by weight is the saturant solution indicated at 3 in FIG. 1.
The crosslinking agent, the solution concentration of the agent, the mole ratio of solution components and the catalyst and catalyst concentration may vary considerably while yet attaining a useful product. Such crosslinking agents are themselves well known to the art.
I prefer to employ the N-methylol ureas as the crosslinking agent as they are readily procured and relatively inexpensive. Solution concentrations of these compounds in the range of 12 to 30% are most useful. However, N- methylol compounds such as tri-methylol melamine and other similar polymerizable polyfunctional N-methylol compounds which undergo condensation reactions are suitable particularly when the procedure involves aging to decrease fiber bonding capacity. Dimethylol ethylene urea, dimethoxy dimethyl uron and formaldehyde are further examples of specific agents useful in the general practice of the invention when aging is not involved. Formaldehyde, however, being more volatile, is, for this reason, less desirable. Solution concentration and impregnant pickup by weight, of course, may vary somewhat depending upon the specific agent selected.
The catalyst may be any salt producing acid or acid commonly employed in crosslinking reactions. Such include mineral acids (HCl, H 80 Organic acids (acetic, formic) or acid salts (aluminum sulfate, magnesium chloride, zinc chloride). While mineral acids have utility and are known in the art as catalysts for the crosslinking reaction, they are not preferred as they tend to attack the fiber. The organic acids and salts are preferred. The catalyst should be selected in view of operating conditions including the specific nature of available equipment (reaction chamber length, etc.). Too high a concentration of catalyst may lead to discoloration of the fiber, and too low a concentration may be ineffective to fully develop the crosslinking reaction. I prefer with the N-methylol ureas to employ ammonium chloride at a concentration of about 11% to 2% on the weight of N-methylol urea in the solution.
The time for complete drying and curing in my propulsion system has been as low as about 1 and is always less than 10 seconds. In the specific embodiment described this time has commonly been about 3 seconds. This short exposure time is not only advantageous production-wise but the fiber is less subject to thermal degradation.
With the N-methylol ureas I find that a mole ratio of formaldehyde to urea of between 2:1 to 3:1 in the initial solution to be most suitable. This ratio may be greater to the extent already noted that formaldehyde alone is useful. These N-methylol urea compounds are complex and commonly, for example, a solution designated as dimethylol urea may contain proportions of other methylolurea. Accordingly, the exact optimum ratio is not readily designated. Additionally, I have found that, if the wet pressed fiber sheet contains between about 18% to 3 8% by weight, based on the dry fiber weight, of N-methylol urea, the water-holding capacity and consequently stiffness of the resultant cured fiber is not Widely different over the range. It is not necessary in order to attain the product to employ such high loadings of reactant on the fiber. As low as 7% of N-methylol urea in the wet pressed fiber sheet (based on dry fiber weight) is effective to double the water-holding capacity of a mass of the resultant fiber. However, higher loadings increase the water-holding capacity to as much as 3 times that of the original fibers and, for production purposes, it is desirable that the loading be to the high side. Higher concentrations of reactant in the fiber are also desirable as some material, particularly formaldehyde, may be lost in processing. The loss will, of course, be dependent upon the specific system employed. I have found that as low a content in the finally cured product as 10% of the crosslinking agent derived from dimethylol urea and exhibiting a formaldehyde content upon acid hydrolysis of about 3.9% by Weight is effective to more than double the water-holding capacity of the original fiber mass. The mole ratio in such cured product of formaldehyde to urea is about 4:3.
In a further embodiment of the invention, commercially produced pulp rolls have been treated to condition them for papermaking, that is, the pulp has been beaten to various Canadian Standard Freenesses and then subjected to the impregnation, aging, drying and curing procedure described hereinbefore. Specifically, bleached southern pine kraft pulp having a Canadian Standard Freeness of about 380 and a water-holding capacity of about 7 grams of water per gram of fiber has been introduced into the impregnating solution (FIG. 1), pressed, aged for about 18 to 20 hours, fiberized and cross-linked as already described. The product was as previously described.
When aging is practiced, screening is not necessary to attain a desired product of optimum characteristics of absorbency, porosity and the like in mass fiber form. If screened, only 23% or lower of the product is rejected, and this quantity will vary somewhat depending on the specific nature of the ifibers, for example. Repeated tests have shown that an aging time of only six hours, for example, is effective to occasion a reduction in the quantity of fiber rejected by screening. For example, aging for six hours in contrast to no aging period reduced the reject weight by a factor of 3:1. As already noted, for many applications the presence of some nits in the product may be tolerated, as in the plies of paper toweling, for example, and no screening is then necessary.
Other papermaking fibers such as cotton linters, bast fibers, hemp and the like may be beneficially employed in my process but I have found the greater utility of the procedure, because of the cost factors and the like, to be in the more conventional wood pulp fibers mentioned hereinbefore.
It will be understood that this invention is susceptible to modification in order to adapt to different usages and conditions and, accordingly, it is desired to comprehend such modifications within the invention as may fall within the scope of the appended claims.
What is claimed is:
1. A method of crosslinking cellulosic fibers to provide materially stitfened fibers which includes the steps of saturating a mass of cellulosic fibers of papermaking length with an aqueous catalyzed solution of a polymerizable polyfunctional N-methylol compound having crosslinking capacity upon heating and which crosslinking agent in solution penetrates and is retained primarily within the cellulosic structure of individual fibers of the mass, aging a wet mass of the impregnated fibers for a sufiicient time to decrease the interfiber bonding capacity of the fibers, the fibers being sufiiciently wet during aging to inhibit crosslinking agent migration,'then fiuffing in the wet state the aged mass of saturated impregnated fibers to separate fibers of the mass while retaining crosslinking agent within the fibers, pneumatically propelling in gaseous suspension a stream of the flufied wetted fibers and carrying out said pneumatic propulsion in a drying gas in a drying zone at sufiicient gas velocity and temperature so that said fibers are dried, separated, collapsed about the retained crosslinking agent in the fibers and are maintained below a temperature of 212 F. during drying and, without interrupting the propulsion of the'fibers in gaseous suspension, subjecting the dried collapsed separated fibers in a curing zone to gas at crosslinking temperature for a time to eifect crosslinking of the agent retained within the cellulosic structure of the individual fibers whereby the individual fibers are stifiened, separating from the gas the dried stiffened fibers as substantially individual fibers, and collect the stiffened fibers.
2. A method according to claim 1 wherein the cellulosic fibers are wood pulp fibers, the mass of fibers subjected to the saturation and fiutfing steps is in the form of a pulp sheet having a basis weight of at least about 100 pounds per 3000 square feet on an air dry basis and the step of aging is carried out for a period of at least about six hours at moderate temperatures.
3. A method according to claim 1 wherein the cellulosic fibers are wood pulp fibers, the crosslinking agent is selected from the group consisting of N-methylol ureas and N-methylol melamines, and the fluffed wetted wood pulp is subjected to pneumatic propulsion through the drying and curing zones for a period of time sufficient to dry the fibers and effect crosslinking, said time being within from about one to less than ten seconds.
4. A method according to claim 1 wherein the temperature of the drying gas to the drying zone exceeds the temperature of the gas of the curing zone when the latter is at crosslinking temperature.
5. A method according to claim 1 wherein the cellulosic fibers are wood pulp fibers, the crosslinking agent is an N-rnethylol urea compound having a mole ratio of formaldehyde to urea of between about 2:1 to 3:1 and the impregnated wood pulp fibers subjected to the gas at crosslinking temperature contain between about 7 to 3 8% of the crosslinking agent by weight based on the weight of the air dry fibers.
6. A method according to claim 1 wherein the cellulosic fibers are wood pulp fibers, the crosslinking agent is an N-rnethylol urea having a formaldehyde to urea ratio of between about 2:1 to 3:1, the wood pulp fibers are saturatedawith the aqueous catalyzed solution of the crosslinking agent and are aged in the wet state at a water content of about 40 to by weight at a temperature of between about 40 F. and 120 F. prior to the fiuffing step-for a period of at least about six hours to decrease the interfiber bonding capacity of the fibers whereby separation of the wood pulp into individual fibers in the flulfing and pneumatic propulsion steps is facilitated, and wherein the pneumatic propulsion step is carried out withafirst, a drying gas having a temperature in excess of the crosslinking temperature of the crosslinking agent and, secondly, with a gas of a lower temperature but sufficient to effect rapid curing of the crosslinking agent.
7.A method according to claim 1 wherein the cellulosic fibers are wood pulp fibers, the crosslinking agent is an N-rnethylol urea having a formaldehyde to urea ratio of between about 2:1 to 3:1, the wood pulp fibers are saturated with the aqueous catalyzed solution of the crosslinkingagent and are aged for a period of about 16-48 hours and, following aging, the fibers are subjected to the fluffing step at a Water content of about 40-55% by weight.
. References Cited UNITED STATES PATENTS 2,846,337 8/1958 Cooke et al. 8-1163 X 3,055,795 9/1962 Eberhardt l62100 3,224,926 12/1965 Bernardin. 3,316,141 4/1967 Bergholm etal 1s2 S. LEON BASHORE, Primary Examiner.
US. Cl. X.R.
8l16.3; 3410, 12; 162--l83; 264-1l6
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US51325165A | 1965-12-13 | 1965-12-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US3440135A true US3440135A (en) | 1969-04-22 |
Family
ID=24042465
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US513251A Expired - Lifetime US3440135A (en) | 1965-12-13 | 1965-12-13 | Process for crosslinking cellulosic fibers during gas suspension of fibers |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US3440135A (en) |
Cited By (69)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3770575A (en) * | 1972-05-26 | 1973-11-06 | Westavco Corp | Method of making a hydrophobic fibrous product |
| US3932209A (en) * | 1969-02-24 | 1976-01-13 | Personal Products Company | Low hemicellulose, dry crosslinked cellulosic absorbent materials |
| US3950218A (en) * | 1974-01-07 | 1976-04-13 | Johnson & Johnson | Method of manufacturing stabilized fluffy batts of fibers and resulting product therefrom |
| US4113936A (en) * | 1975-10-20 | 1978-09-12 | S. A. Beghin-Say | Cross-linking of cellulose fibers in gas suspension |
| US4204054A (en) * | 1975-10-20 | 1980-05-20 | S. A. Beghin-Say | Paper structures containing improved cross-linked cellulose fibers |
| US4204055A (en) * | 1975-10-20 | 1980-05-20 | S. A. Beghin-Say | Cross-linked cellulose fibers |
| EP0251676A2 (en) | 1986-06-27 | 1988-01-07 | The Procter & Gamble Company | Individualized, crosslinked fibers and process for making said fibers |
| US4822453A (en) * | 1986-06-27 | 1989-04-18 | The Procter & Gamble Cellulose Company | Absorbent structure containing individualized, crosslinked fibers |
| US4888093A (en) * | 1986-06-27 | 1989-12-19 | The Procter & Gamble Cellulose Company | Individualized crosslinked fibers and process for making said fibers |
| US4889597A (en) * | 1986-06-27 | 1989-12-26 | The Procter & Gamble Cellulose Company | Process for making wet-laid structures containing individualized stiffened fibers |
| US4889596A (en) * | 1986-06-27 | 1989-12-26 | The Proter & Gamble Cellulose Company | Process for making individualized, crosslinked fibers and fibers thereof |
| US4889595A (en) * | 1986-06-27 | 1989-12-26 | The Procter & Gamble Cellulose Company | Process for making individualized, crosslinked fibers having reduced residuals and fibers thereof |
| US4898642A (en) * | 1986-06-27 | 1990-02-06 | The Procter & Gamble Cellulose Company | Twisted, chemically stiffened cellulosic fibers and absorbent structures made therefrom |
| US4908097A (en) * | 1984-02-03 | 1990-03-13 | Scott Paper Company | Modified cellulosic fibers |
| US4935022A (en) * | 1988-02-11 | 1990-06-19 | The Procter & Gamble Company | Thin absorbent articles containing gelling agent |
| EP0440472A1 (en) | 1990-02-01 | 1991-08-07 | James River Corporation Of Virginia | High bulking resilient fibers through cross linking of wood pulp fibers with polycarboxylic acids |
| US5225047A (en) * | 1987-01-20 | 1993-07-06 | Weyerhaeuser Company | Crosslinked cellulose products and method for their preparation |
| WO1993014264A1 (en) * | 1992-01-13 | 1993-07-22 | Weyerhaeuser Company | Method and apparatus for crosslinking individualized cellulose fibers |
| WO1993014261A1 (en) * | 1992-01-13 | 1993-07-22 | Weyerhaeuser Company | Method for crosslinking individualized cellulose fibres |
| US5252275A (en) * | 1991-03-07 | 1993-10-12 | Weyerhauser Company | Method of densifying crosslinked fibers |
| US5253815A (en) * | 1990-10-31 | 1993-10-19 | Weyerhaeuser Company | Fiberizing apparatus |
| US5324391A (en) * | 1990-10-31 | 1994-06-28 | Weyerhaeuser Company | Method for crosslinking cellulose fibers |
| US5348547A (en) * | 1993-04-05 | 1994-09-20 | The Procter & Gamble Company | Absorbent members having improved fluid distribution via low density and basis weight acquisition zones |
| US5384012A (en) * | 1993-02-12 | 1995-01-24 | James River Corporation Of Virginia | Process for crosslinking of cellulosic fibers |
| US5384011A (en) * | 1993-02-12 | 1995-01-24 | James River Corporation Of Virginia | Process for crosslinking of cellulosic fibers |
| US5749863A (en) * | 1994-03-18 | 1998-05-12 | The Procter & Gamble Company | Fluid acquisition and distribution member for absorbent core |
| US5834095A (en) * | 1996-12-17 | 1998-11-10 | Kimberly-Clark Worldwide, Inc. | Treatment process for cellulosic fibers |
| US5840787A (en) * | 1994-03-25 | 1998-11-24 | Weyerhaeuser Company | Cellulosic products using high-bulk cellulosic fibers |
| US5858172A (en) * | 1996-10-10 | 1999-01-12 | Rayonier Inc. | Method of softening pulp and pulp products produced by same |
| US5873979A (en) * | 1994-03-18 | 1999-02-23 | The Procter & Gamble Company | Preparing individualized polycarboxylic acid crosslinked cellulosic fibers |
| US5906894A (en) * | 1994-03-25 | 1999-05-25 | Weyerhaeuser Company | Multi-ply cellulosic products using high-bulk cellulosic fibers |
| US5998511A (en) * | 1994-03-25 | 1999-12-07 | Weyerhaeuser Company | Polymeric polycarboxylic acid crosslinked cellulosic fibers |
| US6184271B1 (en) | 1994-03-25 | 2001-02-06 | Weyerhaeuser Company | Absorbent composite containing polymaleic acid crosslinked cellulosic fibers |
| US6306251B1 (en) | 1994-03-25 | 2001-10-23 | Weyerhaeuser Company | Multi-ply cellulosic products using high-bulk cellulosic fibers |
| US6551295B1 (en) | 1998-03-13 | 2003-04-22 | The Procter & Gamble Company | Absorbent structures comprising fluid storage members with improved ability to dewater acquisition/distribution members |
| US20030141028A1 (en) * | 2001-10-30 | 2003-07-31 | Weyerhaeuser Company | Dried singulated cellulose pulp fibers |
| US20030188838A1 (en) * | 2001-10-30 | 2003-10-09 | Yancey Michael J. | Process for producing dried singulated crosslinked cellulose pulp fibers |
| US6664439B1 (en) | 1998-04-28 | 2003-12-16 | The Procter & Gamble Company | Absorbent articles with distribution materials positioned underneath storage material |
| US6695950B1 (en) | 1999-08-17 | 2004-02-24 | National Starch And Chemical Investment Holding Corporation | Aldehyde modified cellulose pulp for the preparation of high strength paper products |
| US6713661B1 (en) | 1998-04-28 | 2004-03-30 | The Procter & Gamble Company | Absorbent articles providing improved fit when wet |
| US6720471B1 (en) | 1998-04-28 | 2004-04-13 | The Procter & Gamble Company | Absorbent articles having reduced rewet with distribution materials positioned underneath storage material |
| US20040140070A1 (en) * | 2001-06-08 | 2004-07-22 | The Procter & Gamble Company | Cellulose fibers comprising radiation activatable resin formalities |
| US6769199B2 (en) * | 2001-10-30 | 2004-08-03 | Weyerhaeuser Company | Process for producing dried singulated cellulose pulp fibers using a jet drier and injected steam and the product resulting therefrom |
| US6780201B2 (en) | 2001-12-11 | 2004-08-24 | Kimberly-Clark Worldwide, Inc. | High wet resiliency curly cellulose fibers |
| US6782637B2 (en) * | 2001-10-30 | 2004-08-31 | Weyerhaeuser Company | System for making dried singulated crosslinked cellulose pulp fibers |
| US6862819B2 (en) * | 2001-10-30 | 2005-03-08 | Weyerhaeuser Company | System for producing dried singulated cellulose pulp fibers using a jet drier and injected steam |
| US20050086828A1 (en) * | 2001-10-30 | 2005-04-28 | Weyerhaeuser Company | Process for producing dried, singulated fibers using steam and heated air |
| US20050136265A1 (en) * | 2003-12-19 | 2005-06-23 | Kou-Chang Liu | Soft tissue hydrophilic tissue products containing polysiloxane and having unique absorbent properties |
| US20050136759A1 (en) * | 2003-12-19 | 2005-06-23 | Shannon Thomas G. | Tissue sheets containing multiple polysiloxanes and having regions of varying hydrophobicity |
| US20050137547A1 (en) * | 2003-12-19 | 2005-06-23 | Didier Garnier Gil B. | Highly wettable - highly flexible fluff fibers and disposable absorbent products made of those |
| US20050215756A1 (en) * | 2002-03-21 | 2005-09-29 | Jochen Houben | Basic polymer obtained by hydrogenation |
| US20050263258A1 (en) * | 2002-06-11 | 2005-12-01 | Hamed Othman A | Chemically cross-linked cellulosic fiber and method of making same |
| US20060093718A1 (en) * | 2004-10-12 | 2006-05-04 | Jurkovich John C | Agricultural-product production with heat and moisture recovery and control |
| EP1676954A1 (en) | 2004-12-30 | 2006-07-05 | Weyerhaeuser Company | Process for making a paperboard comprising crosslinked cellulosic fibers |
| EP1676955A1 (en) | 2004-12-30 | 2006-07-05 | Weyerhaeuser Company | Paperboard comprising crosslinked cellulosic fibres |
| WO2006092330A1 (en) * | 2005-03-04 | 2006-09-08 | Basf Aktiengesellschaft | Production of moulded bodies from lignocellulose-based fine particle materials |
| US7147752B2 (en) | 2003-12-19 | 2006-12-12 | Kimberly-Clark Worldwide, Inc. | Hydrophilic fibers containing substantive polysiloxanes and tissue products made therefrom |
| US20070225389A1 (en) * | 2004-02-27 | 2007-09-27 | Dow Global Technologies Inc. | Durable foam of olefin polymers, methods of making foam and articles prepared from same |
| AU2003200035B2 (en) * | 2001-10-30 | 2008-02-14 | Weyerhaeuser Company | System for making dried singulated crosslinked cellulose pulp fibers |
| EP1939099A1 (en) | 2006-12-28 | 2008-07-02 | Weyerhaeuser Company | Method for forming a rim and edge seal of an insulating cup as well as the cup obtained. |
| US20080275151A1 (en) * | 2004-02-27 | 2008-11-06 | Dow Global Technologies Inc. | Durable Foam of Olefin Polymers, Methods of Making Foam and Articles Prepared from Same |
| EP2206523A1 (en) | 2009-01-13 | 2010-07-14 | Rohm and Haas Company | Treated cellulosic fibers and absorbent articles made from them |
| EP2345431A2 (en) | 2002-06-11 | 2011-07-20 | Basf Se | Method for producing esters from polyalcohols |
| WO2011092098A1 (en) | 2010-01-27 | 2011-08-04 | Basf Se | Odor-inhibiting, water-absorbing composite materials |
| WO2016003727A1 (en) | 2014-06-30 | 2016-01-07 | Weyerhaeuser Nr Company | Modified fiber, methods, and systems |
| WO2016081819A1 (en) | 2014-11-21 | 2016-05-26 | Rohm And Haas Company | Binder compositions for making crosslinked cellulose fiber |
| WO2017117023A1 (en) | 2015-12-29 | 2017-07-06 | International Paper Company | Modified fiber from shredded pulp sheets, methods, and systems |
| WO2022046763A2 (en) | 2020-08-24 | 2022-03-03 | International Paper Company | Composite having improved in-plane permeability and absorbent article having improved fluid management |
| WO2022192371A1 (en) | 2021-03-09 | 2022-09-15 | International Paper Company | Feminine hygiene product including composite having improved in-plane permeability |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2846337A (en) * | 1955-09-28 | 1958-08-05 | American Cyanamid Co | Magnesium chloride catalyst for modified urea resins |
| US3055795A (en) * | 1957-09-09 | 1962-09-25 | Bauer Bros Co | Handling of paper pulp |
| US3224926A (en) * | 1962-06-22 | 1965-12-21 | Kimberly Clark Co | Method of forming cross-linked cellulosic fibers and product thereof |
| US3316141A (en) * | 1963-10-05 | 1967-04-25 | Svenska Cellulosa Ab | Process of dewatering sulphate pulp to contain less shives therein |
-
1965
- 1965-12-13 US US513251A patent/US3440135A/en not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2846337A (en) * | 1955-09-28 | 1958-08-05 | American Cyanamid Co | Magnesium chloride catalyst for modified urea resins |
| US3055795A (en) * | 1957-09-09 | 1962-09-25 | Bauer Bros Co | Handling of paper pulp |
| US3224926A (en) * | 1962-06-22 | 1965-12-21 | Kimberly Clark Co | Method of forming cross-linked cellulosic fibers and product thereof |
| US3316141A (en) * | 1963-10-05 | 1967-04-25 | Svenska Cellulosa Ab | Process of dewatering sulphate pulp to contain less shives therein |
Cited By (110)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3932209A (en) * | 1969-02-24 | 1976-01-13 | Personal Products Company | Low hemicellulose, dry crosslinked cellulosic absorbent materials |
| US3770575A (en) * | 1972-05-26 | 1973-11-06 | Westavco Corp | Method of making a hydrophobic fibrous product |
| US3950218A (en) * | 1974-01-07 | 1976-04-13 | Johnson & Johnson | Method of manufacturing stabilized fluffy batts of fibers and resulting product therefrom |
| US4113936A (en) * | 1975-10-20 | 1978-09-12 | S. A. Beghin-Say | Cross-linking of cellulose fibers in gas suspension |
| US4204054A (en) * | 1975-10-20 | 1980-05-20 | S. A. Beghin-Say | Paper structures containing improved cross-linked cellulose fibers |
| US4204055A (en) * | 1975-10-20 | 1980-05-20 | S. A. Beghin-Say | Cross-linked cellulose fibers |
| US4908097A (en) * | 1984-02-03 | 1990-03-13 | Scott Paper Company | Modified cellulosic fibers |
| US4889596A (en) * | 1986-06-27 | 1989-12-26 | The Proter & Gamble Cellulose Company | Process for making individualized, crosslinked fibers and fibers thereof |
| US4888093A (en) * | 1986-06-27 | 1989-12-19 | The Procter & Gamble Cellulose Company | Individualized crosslinked fibers and process for making said fibers |
| US4889597A (en) * | 1986-06-27 | 1989-12-26 | The Procter & Gamble Cellulose Company | Process for making wet-laid structures containing individualized stiffened fibers |
| US4822453A (en) * | 1986-06-27 | 1989-04-18 | The Procter & Gamble Cellulose Company | Absorbent structure containing individualized, crosslinked fibers |
| US4889595A (en) * | 1986-06-27 | 1989-12-26 | The Procter & Gamble Cellulose Company | Process for making individualized, crosslinked fibers having reduced residuals and fibers thereof |
| US4898642A (en) * | 1986-06-27 | 1990-02-06 | The Procter & Gamble Cellulose Company | Twisted, chemically stiffened cellulosic fibers and absorbent structures made therefrom |
| EP0251676A2 (en) | 1986-06-27 | 1988-01-07 | The Procter & Gamble Company | Individualized, crosslinked fibers and process for making said fibers |
| US5556976A (en) * | 1987-01-20 | 1996-09-17 | Jewell; Richard A. | Reactive cyclic N-sulfatoimides and cellulose crosslinked with the imides |
| US5437418A (en) * | 1987-01-20 | 1995-08-01 | Weyerhaeuser Company | Apparatus for crosslinking individualized cellulose fibers |
| US5225047A (en) * | 1987-01-20 | 1993-07-06 | Weyerhaeuser Company | Crosslinked cellulose products and method for their preparation |
| US5399240A (en) * | 1987-01-20 | 1995-03-21 | Weyerhaeuser Company | Crosslinked cellulose products and method for their preparation |
| EP0656969B1 (en) * | 1987-01-20 | 1999-12-15 | Weyerhaeuser Company | Crosslinked cellulose products and method for their preparation |
| US6436231B1 (en) | 1987-01-20 | 2002-08-20 | Weyerhaeuser | Method and apparatus for crosslinking individualized cellulose fibers |
| US5366591A (en) * | 1987-01-20 | 1994-11-22 | Jewell Richard A | Method and apparatus for crosslinking individualized cellulose fibers |
| US4935022A (en) * | 1988-02-11 | 1990-06-19 | The Procter & Gamble Company | Thin absorbent articles containing gelling agent |
| EP0440472A1 (en) | 1990-02-01 | 1991-08-07 | James River Corporation Of Virginia | High bulking resilient fibers through cross linking of wood pulp fibers with polycarboxylic acids |
| US5324391A (en) * | 1990-10-31 | 1994-06-28 | Weyerhaeuser Company | Method for crosslinking cellulose fibers |
| US5253815A (en) * | 1990-10-31 | 1993-10-19 | Weyerhaeuser Company | Fiberizing apparatus |
| US5324575A (en) * | 1991-03-07 | 1994-06-28 | Weyerhaeuser Company | A densified absorbent web of cross-linked high-bulk fiber |
| US5252275A (en) * | 1991-03-07 | 1993-10-12 | Weyerhauser Company | Method of densifying crosslinked fibers |
| WO1993014261A1 (en) * | 1992-01-13 | 1993-07-22 | Weyerhaeuser Company | Method for crosslinking individualized cellulose fibres |
| WO1993014264A1 (en) * | 1992-01-13 | 1993-07-22 | Weyerhaeuser Company | Method and apparatus for crosslinking individualized cellulose fibers |
| US5384012A (en) * | 1993-02-12 | 1995-01-24 | James River Corporation Of Virginia | Process for crosslinking of cellulosic fibers |
| US5384011A (en) * | 1993-02-12 | 1995-01-24 | James River Corporation Of Virginia | Process for crosslinking of cellulosic fibers |
| US5348547A (en) * | 1993-04-05 | 1994-09-20 | The Procter & Gamble Company | Absorbent members having improved fluid distribution via low density and basis weight acquisition zones |
| US5873979A (en) * | 1994-03-18 | 1999-02-23 | The Procter & Gamble Company | Preparing individualized polycarboxylic acid crosslinked cellulosic fibers |
| US5749863A (en) * | 1994-03-18 | 1998-05-12 | The Procter & Gamble Company | Fluid acquisition and distribution member for absorbent core |
| US6306251B1 (en) | 1994-03-25 | 2001-10-23 | Weyerhaeuser Company | Multi-ply cellulosic products using high-bulk cellulosic fibers |
| US6582553B2 (en) | 1994-03-25 | 2003-06-24 | Weyerhaeuser Company | High bulk cellulosic fibers crosslinked with malic acid and process for making the same |
| EP0899377A3 (en) * | 1994-03-25 | 1999-09-01 | Weyerhaeuser Company | High-bulk cellulosic fibers and process for making the same |
| US5998511A (en) * | 1994-03-25 | 1999-12-07 | Weyerhaeuser Company | Polymeric polycarboxylic acid crosslinked cellulosic fibers |
| US6716306B2 (en) | 1994-03-25 | 2004-04-06 | Weyerhaeuser Company | High bulk cellulose fibers crosslinked with tartaric acid and method of making same |
| US6184271B1 (en) | 1994-03-25 | 2001-02-06 | Weyerhaeuser Company | Absorbent composite containing polymaleic acid crosslinked cellulosic fibers |
| US5840787A (en) * | 1994-03-25 | 1998-11-24 | Weyerhaeuser Company | Cellulosic products using high-bulk cellulosic fibers |
| US20030205342A1 (en) * | 1994-03-25 | 2003-11-06 | Weyerhaeuser Company | Multi-ply cellulosic products using high-bulk cellulosic fibers |
| US6736933B2 (en) | 1994-03-25 | 2004-05-18 | Weyerhaeuser Company | Multi-ply cellulosic products using high-bulk cellulosic fibers |
| US5906894A (en) * | 1994-03-25 | 1999-05-25 | Weyerhaeuser Company | Multi-ply cellulosic products using high-bulk cellulosic fibers |
| US6620865B2 (en) | 1994-03-25 | 2003-09-16 | Weyerhaeuser Company | Polycarboxylic acid crosslinked cellulosic fibers |
| US5858172A (en) * | 1996-10-10 | 1999-01-12 | Rayonier Inc. | Method of softening pulp and pulp products produced by same |
| US5834095A (en) * | 1996-12-17 | 1998-11-10 | Kimberly-Clark Worldwide, Inc. | Treatment process for cellulosic fibers |
| US6551295B1 (en) | 1998-03-13 | 2003-04-22 | The Procter & Gamble Company | Absorbent structures comprising fluid storage members with improved ability to dewater acquisition/distribution members |
| US6720471B1 (en) | 1998-04-28 | 2004-04-13 | The Procter & Gamble Company | Absorbent articles having reduced rewet with distribution materials positioned underneath storage material |
| US6664439B1 (en) | 1998-04-28 | 2003-12-16 | The Procter & Gamble Company | Absorbent articles with distribution materials positioned underneath storage material |
| US6713661B1 (en) | 1998-04-28 | 2004-03-30 | The Procter & Gamble Company | Absorbent articles providing improved fit when wet |
| US6695950B1 (en) | 1999-08-17 | 2004-02-24 | National Starch And Chemical Investment Holding Corporation | Aldehyde modified cellulose pulp for the preparation of high strength paper products |
| US20040140070A1 (en) * | 2001-06-08 | 2004-07-22 | The Procter & Gamble Company | Cellulose fibers comprising radiation activatable resin formalities |
| US6887347B2 (en) | 2001-06-08 | 2005-05-03 | The Procter And Gamble Company | Cellulose fibers comprising radiation activatable resin formalities |
| AU2003200035B2 (en) * | 2001-10-30 | 2008-02-14 | Weyerhaeuser Company | System for making dried singulated crosslinked cellulose pulp fibers |
| US20050086828A1 (en) * | 2001-10-30 | 2005-04-28 | Weyerhaeuser Company | Process for producing dried, singulated fibers using steam and heated air |
| US6769199B2 (en) * | 2001-10-30 | 2004-08-03 | Weyerhaeuser Company | Process for producing dried singulated cellulose pulp fibers using a jet drier and injected steam and the product resulting therefrom |
| US20030188838A1 (en) * | 2001-10-30 | 2003-10-09 | Yancey Michael J. | Process for producing dried singulated crosslinked cellulose pulp fibers |
| US6782637B2 (en) * | 2001-10-30 | 2004-08-31 | Weyerhaeuser Company | System for making dried singulated crosslinked cellulose pulp fibers |
| US20040177936A1 (en) * | 2001-10-30 | 2004-09-16 | Vrbanac Michael David | Dried singulated cellulose pulp fibers |
| US20030141028A1 (en) * | 2001-10-30 | 2003-07-31 | Weyerhaeuser Company | Dried singulated cellulose pulp fibers |
| US6865822B2 (en) | 2001-10-30 | 2005-03-15 | Weyerhaeuser Company | Drying system for producing dried singulated cellulose pulp fibers |
| US6862819B2 (en) * | 2001-10-30 | 2005-03-08 | Weyerhaeuser Company | System for producing dried singulated cellulose pulp fibers using a jet drier and injected steam |
| US6748671B1 (en) | 2001-10-30 | 2004-06-15 | Weyerhaeuser Company | Process to produce dried singulated cellulose pulp fibers |
| US7334347B2 (en) | 2001-10-30 | 2008-02-26 | Weyerhaeuser Company | Process for producing dried, singulated fibers using steam and heated air |
| US7018508B2 (en) | 2001-10-30 | 2006-03-28 | Weyerhaeuser Company | Process for producing dried singulated crosslinked cellulose pulp fibers |
| US20080010853A1 (en) * | 2001-10-30 | 2008-01-17 | Weyerhaeuser Co. | Process for Producing Dried Singulated Fibers Using Steam and Heated Air |
| US6910285B2 (en) | 2001-10-30 | 2005-06-28 | Weyerhaeuser Company | Process to produce dried singulated cellulose pulp fibers |
| US6780201B2 (en) | 2001-12-11 | 2004-08-24 | Kimberly-Clark Worldwide, Inc. | High wet resiliency curly cellulose fibers |
| US20050215756A1 (en) * | 2002-03-21 | 2005-09-29 | Jochen Houben | Basic polymer obtained by hydrogenation |
| EP2345431A2 (en) | 2002-06-11 | 2011-07-20 | Basf Se | Method for producing esters from polyalcohols |
| US20050263258A1 (en) * | 2002-06-11 | 2005-12-01 | Hamed Othman A | Chemically cross-linked cellulosic fiber and method of making same |
| US7320740B2 (en) * | 2002-06-11 | 2008-01-22 | Rayonier Trs Holdings Inc. | Chemically cross-linked cellulosic fiber and method of making same |
| EP2345432A2 (en) | 2002-06-11 | 2011-07-20 | Basf Se | Method for producing esters from polyalcohols |
| US20050136265A1 (en) * | 2003-12-19 | 2005-06-23 | Kou-Chang Liu | Soft tissue hydrophilic tissue products containing polysiloxane and having unique absorbent properties |
| US20050136759A1 (en) * | 2003-12-19 | 2005-06-23 | Shannon Thomas G. | Tissue sheets containing multiple polysiloxanes and having regions of varying hydrophobicity |
| US7186318B2 (en) | 2003-12-19 | 2007-03-06 | Kimberly-Clark Worldwide, Inc. | Soft tissue hydrophilic tissue products containing polysiloxane and having unique absorbent properties |
| US7479578B2 (en) | 2003-12-19 | 2009-01-20 | Kimberly-Clark Worldwide, Inc. | Highly wettable—highly flexible fluff fibers and disposable absorbent products made of those |
| US7147752B2 (en) | 2003-12-19 | 2006-12-12 | Kimberly-Clark Worldwide, Inc. | Hydrophilic fibers containing substantive polysiloxanes and tissue products made therefrom |
| US20050137547A1 (en) * | 2003-12-19 | 2005-06-23 | Didier Garnier Gil B. | Highly wettable - highly flexible fluff fibers and disposable absorbent products made of those |
| US7811948B2 (en) | 2003-12-19 | 2010-10-12 | Kimberly-Clark Worldwide, Inc. | Tissue sheets containing multiple polysiloxanes and having regions of varying hydrophobicity |
| US20070244209A1 (en) * | 2004-02-27 | 2007-10-18 | Dow Global Technologies Inc. | Durable foam of olefin polymers, methods of making foam and articles prepared from same |
| US7456228B2 (en) | 2004-02-27 | 2008-11-25 | Dow Global Technologies Inc. | Durable foam of olefin polymers, methods of making foam and articles prepared from same |
| US8357727B2 (en) | 2004-02-27 | 2013-01-22 | Dow Global Technologies Llc | Durable foam of olefin polymers, methods of making foam and articles prepared from same |
| US7812062B2 (en) | 2004-02-27 | 2010-10-12 | Dow Global Technologies, Inc. | Durable foam of olefin polymers, methods of making foam and articles prepared from same |
| US8686056B2 (en) | 2004-02-27 | 2014-04-01 | Dow Global Technologies Llc | Durable foam of olefin polymers, methods of making foam and articles prepared from same |
| US20070225389A1 (en) * | 2004-02-27 | 2007-09-27 | Dow Global Technologies Inc. | Durable foam of olefin polymers, methods of making foam and articles prepared from same |
| US20080275151A1 (en) * | 2004-02-27 | 2008-11-06 | Dow Global Technologies Inc. | Durable Foam of Olefin Polymers, Methods of Making Foam and Articles Prepared from Same |
| US7730633B2 (en) * | 2004-10-12 | 2010-06-08 | Pesco Inc. | Agricultural-product production with heat and moisture recovery and control |
| US20060093718A1 (en) * | 2004-10-12 | 2006-05-04 | Jurkovich John C | Agricultural-product production with heat and moisture recovery and control |
| US20080251224A1 (en) * | 2004-12-30 | 2008-10-16 | Weyerhaeuser Co. | Process for Making a Paperboard from a High Consistency Slurry Containing High Levels of Crosslinked Cellulosic Fibers |
| US7381298B2 (en) | 2004-12-30 | 2008-06-03 | Weyerhaeuser Company | Process for making a paperboard from a high consistency slurry containing high levels of crosslinked cellulosic fibers |
| EP1676955A1 (en) | 2004-12-30 | 2006-07-05 | Weyerhaeuser Company | Paperboard comprising crosslinked cellulosic fibres |
| EP1676954A1 (en) | 2004-12-30 | 2006-07-05 | Weyerhaeuser Company | Process for making a paperboard comprising crosslinked cellulosic fibers |
| US20080246177A1 (en) * | 2005-03-04 | 2008-10-09 | Basf Aktiengesellschaft | Production of Moulded Bodies From Lignocellulose-Based Fine Particle Materials |
| WO2006092330A1 (en) * | 2005-03-04 | 2006-09-08 | Basf Aktiengesellschaft | Production of moulded bodies from lignocellulose-based fine particle materials |
| EP1939099A1 (en) | 2006-12-28 | 2008-07-02 | Weyerhaeuser Company | Method for forming a rim and edge seal of an insulating cup as well as the cup obtained. |
| EP2206523A1 (en) | 2009-01-13 | 2010-07-14 | Rohm and Haas Company | Treated cellulosic fibers and absorbent articles made from them |
| WO2011092098A1 (en) | 2010-01-27 | 2011-08-04 | Basf Se | Odor-inhibiting, water-absorbing composite materials |
| WO2016003727A1 (en) | 2014-06-30 | 2016-01-07 | Weyerhaeuser Nr Company | Modified fiber, methods, and systems |
| US9458297B2 (en) | 2014-06-30 | 2016-10-04 | Weyerhaeuser Nr Company | Modified fiber, methods, and systems |
| US9995000B2 (en) | 2014-06-30 | 2018-06-12 | International Paper Company | Modified fiber, methods, and systems |
| US10900174B2 (en) | 2014-06-30 | 2021-01-26 | International PaperCompany | Modified fiber, methods, and systems |
| WO2016081819A1 (en) | 2014-11-21 | 2016-05-26 | Rohm And Haas Company | Binder compositions for making crosslinked cellulose fiber |
| US11155963B2 (en) | 2014-11-21 | 2021-10-26 | Rohm And Haas Company | Binder compositions for making crosslinked cellulose fiber |
| WO2017117023A1 (en) | 2015-12-29 | 2017-07-06 | International Paper Company | Modified fiber from shredded pulp sheets, methods, and systems |
| US10156042B2 (en) | 2015-12-29 | 2018-12-18 | International Paper Company | Modified fiber from shredded pulp sheets, methods, and systems |
| US11339532B2 (en) | 2015-12-29 | 2022-05-24 | International Paper Company | Modified fiber from shredded pulp sheets, methods, and systems |
| WO2022046763A2 (en) | 2020-08-24 | 2022-03-03 | International Paper Company | Composite having improved in-plane permeability and absorbent article having improved fluid management |
| WO2022192371A1 (en) | 2021-03-09 | 2022-09-15 | International Paper Company | Feminine hygiene product including composite having improved in-plane permeability |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3440135A (en) | Process for crosslinking cellulosic fibers during gas suspension of fibers | |
| US5384012A (en) | Process for crosslinking of cellulosic fibers | |
| US8277606B2 (en) | Method of providing paper-making fibers with durable curl and absorbent products incorporating same | |
| US5437418A (en) | Apparatus for crosslinking individualized cellulose fibers | |
| US3382140A (en) | Process for fibrillating cellulosic fibers and products thereof | |
| US3756913A (en) | Modified cellulosic fibers and products containing said fibers | |
| US4431479A (en) | Process for improving and retaining pulp properties | |
| US2872313A (en) | Pulping of paper broke containing wet-strength resins | |
| JPH0360958B2 (en) | ||
| US5262005A (en) | Easily defibered web-shaped paper product | |
| US3809604A (en) | Process for forming a fluffed fibrous pulp batt | |
| Minor et al. | Strength loss in recycled fibers and methods of restoration | |
| US4718982A (en) | Densification and heat treatment of paperboard produced from SCMP and other sulfite pulps | |
| US3038867A (en) | Aqueous paper furnish comprising a deaerated disintegrated urea-formaldehyde resin foam and process of making same | |
| JPH10245792A (en) | Low density body | |
| US7291247B2 (en) | Absorbent sheet made with papermaking fibers with durable curl | |
| US3829357A (en) | Oxidative manufacture of pulp with chlorine dioxide | |
| US5384011A (en) | Process for crosslinking of cellulosic fibers | |
| US4692212A (en) | Kraft linerboard by densification and heat treatment | |
| US4349413A (en) | Cellulosic fiber insulation and process of preparation | |
| US3497418A (en) | Method for drying fibrous masses | |
| EP0219643B1 (en) | Kraft liner board and method of producing kraft liner board from bleached or unbleached kraft pulp, tmp pulp, scmp or sulfite pulp | |
| US3445329A (en) | Storage of high consistency refined pulp | |
| US4718981A (en) | Bleached kraft paperboard by densification and heat treatment | |
| EP0096460A2 (en) | Process for improving and retaining pulp properties |