EP0594227A1 - Automatic control system of press compaction - Google Patents
Automatic control system of press compaction Download PDFInfo
- Publication number
- EP0594227A1 EP0594227A1 EP93200977A EP93200977A EP0594227A1 EP 0594227 A1 EP0594227 A1 EP 0594227A1 EP 93200977 A EP93200977 A EP 93200977A EP 93200977 A EP93200977 A EP 93200977A EP 0594227 A1 EP0594227 A1 EP 0594227A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- compaction
- automatic control
- control system
- load
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B17/00—Details of, or accessories for, apparatus for shaping the material; Auxiliary measures taken in connection with such shaping
- B28B17/0063—Control arrangements
- B28B17/0081—Process control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/005—Control arrangements
Definitions
- the present invention refers to an automatic control system of press compaction, being especially applicable to the manufacture of tiles and pavements.
- pieces are produced in dry presses, compacting a granulate material with a specific moisture, to thus attain solidly compacted pieces that endure, after being pressed, drying, enameling, painting, belt conveyance treatments, etc., even kiln firing, where they receive, by means of high temperatures, the definitive feature and resistance.
- the homogeneity of the product with regard to correct compaction is very important for the physical resistance of the pieces during the drying and firing process and when a product contracts during firing, it is even more important, since any difference of compaction would cause contraction differences, in other words, deformed pieces would be produced.
- the purpose of this invention is to attain an automatic control system of compaction and at the same time rapid, without the need of taking samples.
- very reliable and exact control of production can be achieved, since upon continuously having data after each pressing, statistically based decisions may be made, elaborating values based on many consecutive pressings, and in the event of adjustment by means of an intelligent feed slide, the load correction orders will also be considered on the grounds of many consecutive pressings and the possibility of mistakes upon processing non-representative values is eliminated.
- Patent of invention number P-8901208 also of the same applicant firm, refers to an intelligent feed slide to carry out the correction of load of ceramic material on the basis of a series of samples taken by hand.
- the automatic control system of press compaction that is the object of the invention, makes it possible to obtain data about the compaction directly when pressing takes place by distribution of pressure sensors installed in the press mold itself.
- pressure or force sensors are installed in a mold punch, which may be a top or bottom punch.
- the sensors measure the reactive force of the granulate material. Where there was a denser load, the compaction will logically be greater and the sensor in such an area will measure a higher force. Likewise, when it is an area with a smaller load, the compaction will be less and the sensor will measure a smaller force.
- the sensors communicate the force measured in current or voltage differences and an amplifying system converts these values into signals for a computer where the data will be processed to elaborate statistical values, etc.
- a data package is elaborated and sent by communication cable to the microprocesser control of the intelligent slide to correct defective load areas.
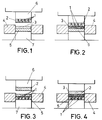
- FIGS 1 and 2. They schematically show the automatic control system of press compaction, when the sensors are located in the top punch and the positions before and after compaction, respectively, have been represented.
- FIGs 3 and 4.- They are schematic views similar to figures 1 and 2, with the sensors installed in the bottom punch.
- References (6) and (7) respectively show the supports for the top punch (2) and bottom punch (5.)
- This force is measured in voltage differences, and an amplifying system converts these values into signals for a processor, in such a way that the data are processed to elaborate statistical values, etc. thus continuously informing about the pressing quality.
Abstract
It is especially applicable in the manufacture of tiles and pavement, obtaining these pieces upon compacting the granulate material (3) with a specific percentage of moisture, then followed by a drying, enameling, painting treatment, etc. and even kiln firing.
The automatic control of compaction takes place upon distributing pressure sensors (1) in the mold itself of the press, built in the top (2) or bottom (3) punch, whereby making it possible to obtain data when pressing takes place.
Therefore, the stability of the load is statistically controlled upon the sensors (1) communicating the force measured in differences of voltage, transforming these values into signals for a computer, by means of an amplifying system, processing these data to elaborate statistical values, etc., thus continuously informing about the pressing quality.
The load correction is done by means of the intelligent feed slide that feeds the press that receives the corresponding orders with the value packages obtained by statistical evaluation.
Description
- As is expressed in the title of this specification, the present invention refers to an automatic control system of press compaction, being especially applicable to the manufacture of tiles and pavements.
- In the manufacture of ceramics, pieces are produced in dry presses, compacting a granulate material with a specific moisture, to thus attain solidly compacted pieces that endure, after being pressed, drying, enameling, painting, belt conveyance treatments, etc., even kiln firing, where they receive, by means of high temperatures, the definitive feature and resistance.
- The homogeneity of the product with regard to correct compaction is very important for the physical resistance of the pieces during the drying and firing process and when a product contracts during firing, it is even more important, since any difference of compaction would cause contraction differences, in other words, deformed pieces would be produced.
- The purpose of this invention is to attain an automatic control system of compaction and at the same time rapid, without the need of taking samples. With the data obtained continuously and automatically, very reliable and exact control of production can be achieved, since upon continuously having data after each pressing, statistically based decisions may be made, elaborating values based on many consecutive pressings, and in the event of adjustment by means of an intelligent feed slide, the load correction orders will also be considered on the grounds of many consecutive pressings and the possibility of mistakes upon processing non-representative values is eliminated.
- In the processes used up until now, in the one shown in patent 541.518 which claims a penetrometer to determine the density of the compacted ceramic piece, as well as the one developed by immersion in mercury in patent of invention P-8800227, both of the same applicant as of the present invention, the process is based on taking samples and therefore it is slow. No continuous control of production can be made and there is the risk that any sample taken does not represent true production, due to an instant load failure.
- Patent of invention number P-8901208, also of the same applicant firm, refers to an intelligent feed slide to carry out the correction of load of ceramic material on the basis of a series of samples taken by hand.
- The automatic control system of press compaction that is the object of the invention, makes it possible to obtain data about the compaction directly when pressing takes place by distribution of pressure sensors installed in the press mold itself.
- In this way data of each pressing are obtained which makes it possible to control the load stability statistically. In other words, data of a single pressing (or sample) will not be taken for the evaluation of the load, but rather an entire series of pressings that may be few or many, depending on the load stability, in order to consider the load quality.
- In order to carry out this control, pressure or force sensors, of the type used on the market, are installed in a mold punch, which may be a top or bottom punch.
- When the compacting is done, when the top punch penetrates into the mold to compact the granulate material contained in it, the sensors measure the reactive force of the granulate material. Where there was a denser load, the compaction will logically be greater and the sensor in such an area will measure a higher force. Likewise, when it is an area with a smaller load, the compaction will be less and the sensor will measure a smaller force.
- The sensors communicate the force measured in current or voltage differences and an amplifying system converts these values into signals for a computer where the data will be processed to elaborate statistical values, etc.
- The data elaborated by the computer continuously inform about the pressing quality:
- Whether or not the load is stable. Load irregularities are discovered with percentage values thereof, for example: 80% correct load, 10% somewhat defective and 10% very defective.
- Whether the distribution of compaction is homogeneous and within the established limits thereof.
- These same data are used to correct the load by means of the intelligent feed slide. A data package is elaborated and sent by communication cable to the microprocesser control of the intelligent slide to correct defective load areas.
- As this data package is the statistical result of a series of pressings, there is no possibility of an erroneous correction as when the data are elaborated on the basis of samples taken by hand, as is presently done.
- In order to permit a better understanding of the features of the invention and forming an integral part of this specification, a sheet of drawings in whose figures, with an illustrative and non-restrictive manner the following has been represented, is attached hereto:
- Figures 1 and 2.- They schematically show the automatic control system of press compaction, when the sensors are located in the top punch and the positions before and after compaction, respectively, have been represented.
- Figures 3 and 4.- They are schematic views similar to figures 1 and 2, with the sensors installed in the bottom punch.
-
- Making reference to the numbering used in the figures, we can see how the automatic control system of press compaction, which the invention proposes, makes it possible to control the pressing of ceramic pieces of tile and pavement, by means of sensors (1) installed in the top punch (2) of the press. The ceramic granulate material (3) is located inside the mold (4) upon the bottom punch (5.)
- References (6) and (7) respectively show the supports for the top punch (2) and bottom punch (5.)
- In figures 1 and 2 we can see the sensors (1) located in the top punch (2), while in figures 3 and 4, we can see the same sensors (2) coupled to the bottom punch (5.)
- When the granulate material (3) has been pressed, as shown in figures 2 and 4, irrespective of the fact whether the sensors (1) are located in the top punch (2) or in the bottom one (5), when the top punch penetrates into the mold (4) and compacts the granulate material, the sensors measure the reactive force of the granulate material, shown with vertical arrows that are directed towards the sensors (1.)
- This force is measured in voltage differences, and an amplifying system converts these values into signals for a processor, in such a way that the data are processed to elaborate statistical values, etc. thus continuously informing about the pressing quality.
Claims (3)
- Automatic control system of press compaction, especially applicable in the manufacture of tiles and pavement, where the pieces are produced in dry presses, compacting a granulate material (3) with a specific moisture to endure drying, enameling, painting, belt conveyance treatments, and even kiln firing where the definitive resistance and feature are achieved, characterized because compaction data are obtained directly when pressing takes place, upon distributing pressure sensors (1) in the press mold itself, built in the top (2) or bottom (5) punch thereof, which makes it possible to control the load stability statistically, the sensors (1) communicating the force measured in voltage differences.
- Automatic control system of press compaction, according to claim 1, characterized because there is an amplifying system that converts these values into signals for a computer, where the data will be processed to elaborate statistical values, etc., continuously informing about the pressing quality.
- Automatic control system of press compaction, according to claim 1, characterized because the load correction is carried out by means of an intelligent feed slide that feeds the press, upon receiving the corresponding orders with value packages obtained by statistical evaluation.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES9200963A ES2046114B1 (en) | 1992-05-08 | 1992-05-08 | AUTOMATIC CONTROL SYSTEM FOR PRESS COMPACTING. |
| ES9200963 | 1992-05-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0594227A1 true EP0594227A1 (en) | 1994-04-27 |
Family
ID=8276958
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93200977A Withdrawn EP0594227A1 (en) | 1992-05-08 | 1993-04-03 | Automatic control system of press compaction |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0594227A1 (en) |
| ES (1) | ES2046114B1 (en) |
Cited By (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997036215A1 (en) * | 1996-03-28 | 1997-10-02 | Rosemount Inc. | Device in a process system for detecting events |
| US6356191B1 (en) | 1999-06-17 | 2002-03-12 | Rosemount Inc. | Error compensation for a process fluid temperature transmitter |
| US6370448B1 (en) | 1997-10-13 | 2002-04-09 | Rosemount Inc. | Communication technique for field devices in industrial processes |
| US6434504B1 (en) | 1996-11-07 | 2002-08-13 | Rosemount Inc. | Resistance based process control device diagnostics |
| US6449574B1 (en) | 1996-11-07 | 2002-09-10 | Micro Motion, Inc. | Resistance based process control device diagnostics |
| US6473710B1 (en) | 1999-07-01 | 2002-10-29 | Rosemount Inc. | Low power two-wire self validating temperature transmitter |
| US6505517B1 (en) | 1999-07-23 | 2003-01-14 | Rosemount Inc. | High accuracy signal processing for magnetic flowmeter |
| US6519546B1 (en) | 1996-11-07 | 2003-02-11 | Rosemount Inc. | Auto correcting temperature transmitter with resistance based sensor |
| US6539267B1 (en) | 1996-03-28 | 2003-03-25 | Rosemount Inc. | Device in a process system for determining statistical parameter |
| US6556145B1 (en) | 1999-09-24 | 2003-04-29 | Rosemount Inc. | Two-wire fluid temperature transmitter with thermocouple diagnostics |
| US6557118B2 (en) | 1999-02-22 | 2003-04-29 | Fisher Rosemount Systems Inc. | Diagnostics in a process control system |
| US6601005B1 (en) | 1996-11-07 | 2003-07-29 | Rosemount Inc. | Process device diagnostics using process variable sensor signal |
| US6611775B1 (en) | 1998-12-10 | 2003-08-26 | Rosemount Inc. | Electrode leakage diagnostics in a magnetic flow meter |
| US6615149B1 (en) | 1998-12-10 | 2003-09-02 | Rosemount Inc. | Spectral diagnostics in a magnetic flow meter |
| US6629059B2 (en) | 2001-05-14 | 2003-09-30 | Fisher-Rosemount Systems, Inc. | Hand held diagnostic and communication device with automatic bus detection |
| US6633782B1 (en) | 1999-02-22 | 2003-10-14 | Fisher-Rosemount Systems, Inc. | Diagnostic expert in a process control system |
| US6654697B1 (en) | 1996-03-28 | 2003-11-25 | Rosemount Inc. | Flow measurement with diagnostics |
| US6701274B1 (en) | 1999-08-27 | 2004-03-02 | Rosemount Inc. | Prediction of error magnitude in a pressure transmitter |
| US6735484B1 (en) | 2000-09-20 | 2004-05-11 | Fargo Electronics, Inc. | Printer with a process diagnostics system for detecting events |
| US6754601B1 (en) | 1996-11-07 | 2004-06-22 | Rosemount Inc. | Diagnostics for resistive elements of process devices |
| US6772036B2 (en) | 2001-08-30 | 2004-08-03 | Fisher-Rosemount Systems, Inc. | Control system using process model |
| US6859755B2 (en) | 2001-05-14 | 2005-02-22 | Rosemount Inc. | Diagnostics for industrial process control and measurement systems |
| ES2296499A1 (en) * | 2006-01-24 | 2008-04-16 | Macer S.L. | Intelligent pattern for use in pavement and pressing of ceramic coating, has sensors that are introduced in corresponding components, and additional information is provided from abnormal operation like rubbing of punches |
| US7702401B2 (en) | 2007-09-05 | 2010-04-20 | Fisher-Rosemount Systems, Inc. | System for preserving and displaying process control data associated with an abnormal situation |
| US7750642B2 (en) | 2006-09-29 | 2010-07-06 | Rosemount Inc. | Magnetic flowmeter with verification |
| US7921734B2 (en) | 2009-05-12 | 2011-04-12 | Rosemount Inc. | System to detect poor process ground connections |
| US7940189B2 (en) | 2005-09-29 | 2011-05-10 | Rosemount Inc. | Leak detector for process valve |
| US7949495B2 (en) | 1996-03-28 | 2011-05-24 | Rosemount, Inc. | Process variable transmitter with diagnostics |
| US7953501B2 (en) | 2006-09-25 | 2011-05-31 | Fisher-Rosemount Systems, Inc. | Industrial process control loop monitor |
| US8005647B2 (en) | 2005-04-08 | 2011-08-23 | Rosemount, Inc. | Method and apparatus for monitoring and performing corrective measures in a process plant using monitoring data with corrective measures data |
| US8044793B2 (en) | 2001-03-01 | 2011-10-25 | Fisher-Rosemount Systems, Inc. | Integrated device alerts in a process control system |
| US8055479B2 (en) | 2007-10-10 | 2011-11-08 | Fisher-Rosemount Systems, Inc. | Simplified algorithm for abnormal situation prevention in load following applications including plugged line diagnostics in a dynamic process |
| US8073967B2 (en) | 2002-04-15 | 2011-12-06 | Fisher-Rosemount Systems, Inc. | Web services-based communications for use with process control systems |
| US8112565B2 (en) | 2005-06-08 | 2012-02-07 | Fisher-Rosemount Systems, Inc. | Multi-protocol field device interface with automatic bus detection |
| US8290721B2 (en) | 1996-03-28 | 2012-10-16 | Rosemount Inc. | Flow measurement diagnostics |
| US8301676B2 (en) | 2007-08-23 | 2012-10-30 | Fisher-Rosemount Systems, Inc. | Field device with capability of calculating digital filter coefficients |
| US8417595B2 (en) | 2001-03-01 | 2013-04-09 | Fisher-Rosemount Systems, Inc. | Economic calculations in a process control system |
| CN103302186A (en) * | 2013-06-28 | 2013-09-18 | 苏州唐氏机械制造有限公司 | Intelligent pressure detection stamping die |
| CN103316997A (en) * | 2013-06-28 | 2013-09-25 | 苏州唐氏机械制造有限公司 | Intelligent blanking die with pressure detecting function |
| US8788070B2 (en) | 2006-09-26 | 2014-07-22 | Rosemount Inc. | Automatic field device service adviser |
| US8898036B2 (en) | 2007-08-06 | 2014-11-25 | Rosemount Inc. | Process variable transmitter with acceleration sensor |
| US9052240B2 (en) | 2012-06-29 | 2015-06-09 | Rosemount Inc. | Industrial process temperature transmitter with sensor stress diagnostics |
| US9201420B2 (en) | 2005-04-08 | 2015-12-01 | Rosemount, Inc. | Method and apparatus for performing a function in a process plant using monitoring data with criticality evaluation data |
| US9207670B2 (en) | 2011-03-21 | 2015-12-08 | Rosemount Inc. | Degrading sensor detection implemented within a transmitter |
| US9207129B2 (en) | 2012-09-27 | 2015-12-08 | Rosemount Inc. | Process variable transmitter with EMF detection and correction |
| US9602122B2 (en) | 2012-09-28 | 2017-03-21 | Rosemount Inc. | Process variable measurement noise diagnostic |
| US9927788B2 (en) | 2011-05-19 | 2018-03-27 | Fisher-Rosemount Systems, Inc. | Software lockout coordination between a process control system and an asset management system |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2112176B1 (en) * | 1995-09-11 | 1998-11-16 | Taulell S A | AUTOMATIC CONTROL METHOD OF THE SEMI-DRY PRESSING CYCLE IN THE CERAMIC TILE COMPACTION PROCESS. |
| ES2125799B1 (en) * | 1996-03-14 | 1999-08-01 | Pesudo Arquimedes V Bono | ELECTRONIC DEVICE TO COMPENSATE THE LOAD OF CLAYS IN THE MOLDS. |
| CN100402258C (en) * | 2004-09-23 | 2008-07-16 | 程晓勤 | Cutting type figure tube distributing method and device |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2742571B1 (en) * | 1977-09-22 | 1979-03-29 | Fette Wilhelm Gmbh | Process for the creation of documents about the production of tablets and tablet presses |
| DE2831166A1 (en) * | 1978-07-15 | 1980-01-24 | Dorstener Maschf Ag | Concrete press mould regulation system - has two load measuring devices between ram piston and punch |
| DE2915966A1 (en) * | 1979-04-20 | 1980-11-06 | Laeis Werke Ag | Compression force measuring device for hydraulic press - uses two symmetrically-spaced pressure capsules or expansion strips |
| DE3109567A1 (en) * | 1981-03-13 | 1982-09-23 | Messerschmitt-Bölkow-Blohm GmbH, 8000 München | Arrangement for determining the distribution of densities when pressing powdered and/or granular material |
| CH668032A5 (en) * | 1984-06-16 | 1988-11-30 | Laeis Gmbh | Unevenly-pressed ceramic item detection method - measures pressure distribution over surface and compares with desired value |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES8604447A1 (en) * | 1985-03-22 | 1986-02-01 | Iberditan Sa | System of automatic and continuous control in the manufacture of ceramic tiles (Machine-translation by Google Translate, not legally binding) |
| ES2013172A6 (en) * | 1989-04-12 | 1990-04-16 | Iberditan Sa | System for automatic correction of the pressing density in the manufacture of tiles. |
| ES2019197A6 (en) * | 1989-12-18 | 1991-06-01 | Invest De Las Ind Ceramicas A | Process and equipment for determining the apparent density of ceramic pieces shaped by pressing |
-
1992
- 1992-05-08 ES ES9200963A patent/ES2046114B1/en not_active Expired - Lifetime
-
1993
- 1993-04-03 EP EP93200977A patent/EP0594227A1/en not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2742571B1 (en) * | 1977-09-22 | 1979-03-29 | Fette Wilhelm Gmbh | Process for the creation of documents about the production of tablets and tablet presses |
| DE2831166A1 (en) * | 1978-07-15 | 1980-01-24 | Dorstener Maschf Ag | Concrete press mould regulation system - has two load measuring devices between ram piston and punch |
| DE2915966A1 (en) * | 1979-04-20 | 1980-11-06 | Laeis Werke Ag | Compression force measuring device for hydraulic press - uses two symmetrically-spaced pressure capsules or expansion strips |
| DE3109567A1 (en) * | 1981-03-13 | 1982-09-23 | Messerschmitt-Bölkow-Blohm GmbH, 8000 München | Arrangement for determining the distribution of densities when pressing powdered and/or granular material |
| CH668032A5 (en) * | 1984-06-16 | 1988-11-30 | Laeis Gmbh | Unevenly-pressed ceramic item detection method - measures pressure distribution over surface and compares with desired value |
Cited By (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7949495B2 (en) | 1996-03-28 | 2011-05-24 | Rosemount, Inc. | Process variable transmitter with diagnostics |
| US6017143A (en) * | 1996-03-28 | 2000-01-25 | Rosemount Inc. | Device in a process system for detecting events |
| US8290721B2 (en) | 1996-03-28 | 2012-10-16 | Rosemount Inc. | Flow measurement diagnostics |
| US6654697B1 (en) | 1996-03-28 | 2003-11-25 | Rosemount Inc. | Flow measurement with diagnostics |
| US6397114B1 (en) | 1996-03-28 | 2002-05-28 | Rosemount Inc. | Device in a process system for detecting events |
| US6539267B1 (en) | 1996-03-28 | 2003-03-25 | Rosemount Inc. | Device in a process system for determining statistical parameter |
| US6532392B1 (en) | 1996-03-28 | 2003-03-11 | Rosemount Inc. | Transmitter with software for determining when to initiate diagnostics |
| WO1997036215A1 (en) * | 1996-03-28 | 1997-10-02 | Rosemount Inc. | Device in a process system for detecting events |
| US6519546B1 (en) | 1996-11-07 | 2003-02-11 | Rosemount Inc. | Auto correcting temperature transmitter with resistance based sensor |
| US6754601B1 (en) | 1996-11-07 | 2004-06-22 | Rosemount Inc. | Diagnostics for resistive elements of process devices |
| US6449574B1 (en) | 1996-11-07 | 2002-09-10 | Micro Motion, Inc. | Resistance based process control device diagnostics |
| US6434504B1 (en) | 1996-11-07 | 2002-08-13 | Rosemount Inc. | Resistance based process control device diagnostics |
| US6601005B1 (en) | 1996-11-07 | 2003-07-29 | Rosemount Inc. | Process device diagnostics using process variable sensor signal |
| US6370448B1 (en) | 1997-10-13 | 2002-04-09 | Rosemount Inc. | Communication technique for field devices in industrial processes |
| US6594603B1 (en) | 1998-10-19 | 2003-07-15 | Rosemount Inc. | Resistive element diagnostics for process devices |
| US6611775B1 (en) | 1998-12-10 | 2003-08-26 | Rosemount Inc. | Electrode leakage diagnostics in a magnetic flow meter |
| US6615149B1 (en) | 1998-12-10 | 2003-09-02 | Rosemount Inc. | Spectral diagnostics in a magnetic flow meter |
| US6557118B2 (en) | 1999-02-22 | 2003-04-29 | Fisher Rosemount Systems Inc. | Diagnostics in a process control system |
| US6615090B1 (en) | 1999-02-22 | 2003-09-02 | Fisher-Rosemont Systems, Inc. | Diagnostics in a process control system which uses multi-variable control techniques |
| US6633782B1 (en) | 1999-02-22 | 2003-10-14 | Fisher-Rosemount Systems, Inc. | Diagnostic expert in a process control system |
| US6356191B1 (en) | 1999-06-17 | 2002-03-12 | Rosemount Inc. | Error compensation for a process fluid temperature transmitter |
| US6473710B1 (en) | 1999-07-01 | 2002-10-29 | Rosemount Inc. | Low power two-wire self validating temperature transmitter |
| US6505517B1 (en) | 1999-07-23 | 2003-01-14 | Rosemount Inc. | High accuracy signal processing for magnetic flowmeter |
| US6701274B1 (en) | 1999-08-27 | 2004-03-02 | Rosemount Inc. | Prediction of error magnitude in a pressure transmitter |
| US6556145B1 (en) | 1999-09-24 | 2003-04-29 | Rosemount Inc. | Two-wire fluid temperature transmitter with thermocouple diagnostics |
| US6735484B1 (en) | 2000-09-20 | 2004-05-11 | Fargo Electronics, Inc. | Printer with a process diagnostics system for detecting events |
| US8620779B2 (en) | 2001-03-01 | 2013-12-31 | Fisher-Rosemount Systems, Inc. | Economic calculations in a process control system |
| US8417595B2 (en) | 2001-03-01 | 2013-04-09 | Fisher-Rosemount Systems, Inc. | Economic calculations in a process control system |
| US8044793B2 (en) | 2001-03-01 | 2011-10-25 | Fisher-Rosemount Systems, Inc. | Integrated device alerts in a process control system |
| US6859755B2 (en) | 2001-05-14 | 2005-02-22 | Rosemount Inc. | Diagnostics for industrial process control and measurement systems |
| US6629059B2 (en) | 2001-05-14 | 2003-09-30 | Fisher-Rosemount Systems, Inc. | Hand held diagnostic and communication device with automatic bus detection |
| US6772036B2 (en) | 2001-08-30 | 2004-08-03 | Fisher-Rosemount Systems, Inc. | Control system using process model |
| US9094470B2 (en) | 2002-04-15 | 2015-07-28 | Fisher-Rosemount Systems, Inc. | Web services-based communications for use with process control systems |
| US8073967B2 (en) | 2002-04-15 | 2011-12-06 | Fisher-Rosemount Systems, Inc. | Web services-based communications for use with process control systems |
| US9760651B2 (en) | 2002-04-15 | 2017-09-12 | Fisher-Rosemount Systems, Inc. | Web services-based communications for use with process control systems |
| US8005647B2 (en) | 2005-04-08 | 2011-08-23 | Rosemount, Inc. | Method and apparatus for monitoring and performing corrective measures in a process plant using monitoring data with corrective measures data |
| US9201420B2 (en) | 2005-04-08 | 2015-12-01 | Rosemount, Inc. | Method and apparatus for performing a function in a process plant using monitoring data with criticality evaluation data |
| US8112565B2 (en) | 2005-06-08 | 2012-02-07 | Fisher-Rosemount Systems, Inc. | Multi-protocol field device interface with automatic bus detection |
| US7940189B2 (en) | 2005-09-29 | 2011-05-10 | Rosemount Inc. | Leak detector for process valve |
| ES2296499A1 (en) * | 2006-01-24 | 2008-04-16 | Macer S.L. | Intelligent pattern for use in pavement and pressing of ceramic coating, has sensors that are introduced in corresponding components, and additional information is provided from abnormal operation like rubbing of punches |
| US7953501B2 (en) | 2006-09-25 | 2011-05-31 | Fisher-Rosemount Systems, Inc. | Industrial process control loop monitor |
| US8788070B2 (en) | 2006-09-26 | 2014-07-22 | Rosemount Inc. | Automatic field device service adviser |
| US7750642B2 (en) | 2006-09-29 | 2010-07-06 | Rosemount Inc. | Magnetic flowmeter with verification |
| US8898036B2 (en) | 2007-08-06 | 2014-11-25 | Rosemount Inc. | Process variable transmitter with acceleration sensor |
| US8301676B2 (en) | 2007-08-23 | 2012-10-30 | Fisher-Rosemount Systems, Inc. | Field device with capability of calculating digital filter coefficients |
| US7702401B2 (en) | 2007-09-05 | 2010-04-20 | Fisher-Rosemount Systems, Inc. | System for preserving and displaying process control data associated with an abnormal situation |
| US8055479B2 (en) | 2007-10-10 | 2011-11-08 | Fisher-Rosemount Systems, Inc. | Simplified algorithm for abnormal situation prevention in load following applications including plugged line diagnostics in a dynamic process |
| US7921734B2 (en) | 2009-05-12 | 2011-04-12 | Rosemount Inc. | System to detect poor process ground connections |
| US9207670B2 (en) | 2011-03-21 | 2015-12-08 | Rosemount Inc. | Degrading sensor detection implemented within a transmitter |
| US9927788B2 (en) | 2011-05-19 | 2018-03-27 | Fisher-Rosemount Systems, Inc. | Software lockout coordination between a process control system and an asset management system |
| US9052240B2 (en) | 2012-06-29 | 2015-06-09 | Rosemount Inc. | Industrial process temperature transmitter with sensor stress diagnostics |
| US9207129B2 (en) | 2012-09-27 | 2015-12-08 | Rosemount Inc. | Process variable transmitter with EMF detection and correction |
| US9602122B2 (en) | 2012-09-28 | 2017-03-21 | Rosemount Inc. | Process variable measurement noise diagnostic |
| CN103316997A (en) * | 2013-06-28 | 2013-09-25 | 苏州唐氏机械制造有限公司 | Intelligent blanking die with pressure detecting function |
| CN103302186A (en) * | 2013-06-28 | 2013-09-18 | 苏州唐氏机械制造有限公司 | Intelligent pressure detection stamping die |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2046114R (en) | 1994-12-16 |
| ES2046114B1 (en) | 1995-08-01 |
| ES2046114A2 (en) | 1994-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0594227A1 (en) | Automatic control system of press compaction | |
| EP0392593A3 (en) | System for automatic correction of the pressing density in the manufacture of tiles | |
| ITRE930089A1 (en) | METHOD AND PLANT FOR THE FORMING OF COMPACT TILES AND UNIFORM THICKNESS, AND TILES SO OBTAINED. | |
| US7774092B2 (en) | Process for the press control of a powder metal press in the production of moldings | |
| US5056371A (en) | Method and apparatus for determining the filling capacity of tobacco | |
| JPS57206597A (en) | Abnormal state monitoring method of powder compacting press | |
| JP2555939Y2 (en) | Automatic ceramic press forming equipment | |
| JPS575651A (en) | Preparation of material to be fried | |
| JPS6176318A (en) | Method and device for detecting or selecting refractory ceramic press part unequally pressed from powdered or granular material | |
| Fitzjohn et al. | Physical properties of raw brick clays | |
| EP0737530B2 (en) | Method for measuring the amount of an active clayey component contained in molding greensand | |
| FR2607441A1 (en) | Installation for manufacturing tablets of constant unit length mass | |
| JPH0246317B2 (en) | FUNMATSUATSUSHUKUSEIKEIKINIOKERUSEIKEIHINNOJURYOCHOSETSUHOHO | |
| SU1098801A1 (en) | Apparatus for controlling the filling of injection dies | |
| KR100340333B1 (en) | Method for forming cokes particles using cokes powders and apparatus thereof | |
| Portoles et al. | AUTOMATION OF THE SEMI-DRY PRESSING CYCLE IN THE CERAMIC TILE COMPACTION PROCESS ON IMPLEMENTING A CONTROL LOOP IN AN INDUSTRIAL HYDRAULIC PRESS | |
| JPH0623529Y2 (en) | Hot press equipment | |
| CA1278071C (en) | Lumber moisture content sorter | |
| SU876603A1 (en) | Method of producing ceramic articles | |
| RU2052358C1 (en) | Method of manufacture of lignocarbohydrate wood plastics and installation for its accomplishment | |
| SU1629289A1 (en) | Method for ceramics metal plating | |
| SU1589136A1 (en) | Method of determining optimal temperature of processing of phenolic plastic materials | |
| JPS63288704A (en) | Manufacture of inorganic product | |
| Crema | Quality control of raw materials and process for heavy clay products | |
| Peterson et al. | Pitch control of prebaked anodes by slump measurement |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK FR GB GR IE IT LI LU MC NL PT SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19941024 |
|
| R18W | Application withdrawn (corrected) |
Effective date: 19941024 |