CN1609552B - 工件曲面的测量方法 - Google Patents
工件曲面的测量方法 Download PDFInfo
- Publication number
- CN1609552B CN1609552B CN2004100837652A CN200410083765A CN1609552B CN 1609552 B CN1609552 B CN 1609552B CN 2004100837652 A CN2004100837652 A CN 2004100837652A CN 200410083765 A CN200410083765 A CN 200410083765A CN 1609552 B CN1609552 B CN 1609552B
- Authority
- CN
- China
- Prior art keywords
- aforementioned
- workpiece
- coordinate system
- measurement range
- coordinate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B21/00—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant
- G01B21/02—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness
- G01B21/04—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness by measuring coordinates of points
Abstract
由具有触针(111)的测头(110)测量曲面并得到工件(W)的理论式,同时,设定作为在作为前述工件(W)的测量对象的测量面上进行测量的范围的测量范围,根据在该测量范围上设定的代表点的坐标值和法线矢量决定前述触针(111)的轴线角度。
Description
技术领域
本发明涉及工件曲面的测量方法,特别涉及工件和测头不产生干涉那样地测量工件曲面的测量方法。
背景技术
具有曲面的工件有各种各样的类型,但这些曲面的加工大都较难,因此就需要工件曲面的高精度测量。
具有这样曲面的代表性的工件有齿轮,特别在机动车等的最终减速装置等上,作为在改变其回转轴方向的同时使回转动力的传递减速的齿轮,多使用具有螺旋伞齿轮或用双曲线齿轮等的曲面形成的齿面的齿轮。
螺旋伞齿轮,如图20所示,是大齿轮(齿轮)和小齿轮(小齿轮)进行啮合,两齿轮的轴线在同一平面上交叉的结构。
与此相反,双曲线齿轮具备大齿轮(环形齿轮)和小齿轮(小齿轮)啮合,但两齿轮的轴线在同一平面上不交叉,在具有所谓偏置这一点上,除了动力传递系的空间的配置的自由度高而外,与螺旋伞齿轮相比,可以使回转更加平滑并可以肃静的运转,齿的强度可以更大的特点。
这些齿轮,从动力传递方面考虑,有必要防止磨损和防止产生噪音,必然要求高精度的加工,其结果,需要高精度的测量方法。
可是,这些齿轮的齿面,由于在齿向和齿高方向上用曲面形成,所以存在加工和测量都困难的问题。
例如,用图21的基本参数表示的双曲线齿轮的环形齿轮,根据图22所示的理论上的切齿参数由切齿机进行切齿加工。对于小齿轮也一样,但在该原封不动的情况下,由于切齿机的机械的误差,不一定能得到表现出良好的齿轮接触的齿轮对。
因此,反复进行一边观察作为齿面相互的接触痕迹的齿接触,一边依据现场加工者的经验和勘测反复进行试切齿(边修正切齿参数边调整切齿),得到表现作为最终目标的良好的齿接触的齿轮对。这被称为轮齿接触的开发。
如果能够从这样得到的齿轮中反过来得知进行了哪种开发(哪种切齿参数进行了如何的修正),就可以避免在每个切齿机上存在的机械的误差的影响。从这样的目的出发,研究了切齿参数的推断法。
由图23说明双曲线齿轮的环形齿轮的切齿原理的一个例子。
切齿机的刀具1以刀具轴zc为中心可回转地轴支承在摇架2上。
另一方面,作为工件W的环形齿轮坯料,可回转地轴支承在摇盘3上,但在切削一个齿的期间,工件被不回转地固定。
该图23中的坐标系,具有以机器中心Om为原点,用摇架轴(zm轴)、H轴(ym轴)、V轴(通过原点Om且与摇架轴(zm轴)和H轴垂直的轴:xm轴)构成的机器坐标系和以刀具中心Oc为原点,用xc轴、yc轴、zc轴构成的刀具坐标系(参照图25)。
另外,对于工件W来说,有以齿轮中心Og为原点,用xg轴、yg轴、zg轴构成的齿轮坐标系(参照图25)。
在此,一般是工件轴zg和摇架轴zm处于同一平面上,机器中心Om和齿轮中心Og一致。
VH平面中的各座标系的相互关系,如图24所示,V轴(xm轴)和xc轴的偏置量是Hg,H轴(ym轴)和yc轴的偏置量为Vg。在此,Xgc表示刀具1的刃面以刀具中心Oc为中心进行回转时的轨迹上的位置矢量。
ymzm平面上的各坐标系的相互关系,如图25所示那样。在此,从工件背面Wb到齿轮中心Og(V轴)的距离用Lg表示,机器齿根角(ym轴和zg轴的夹角的角度)用λgr表示。
由于这样的构成,当由刀具1进行的工件W的一个齿的切削结束时,在使刀具1停止回转并离开工件W之后,使工件W绕zg轴回转规定角度,再使刀具1回转并使工件W恢复到切削位置,进行下一个齿的切削。由于这样进行全部齿的切削,作为刀具1的回转轨迹的位置矢量Xgc被复制在工件W上。被这样切削的工件W(环形齿轮)的切齿参数,下述那样地进行推断。
对于一个齿面由一条曲线形成的齿轮的前述齿面,在机构学记述根据理论上的各切齿参数(理论上的切齿参数:C1、C2、......Cn)的切齿过程并导出理论齿面式X(u、v、C1、C2、......Cn)。(在此,X表示矢量,u表示刀具1的回转角,v表示从刀具中心Oc到刀具刃面的距离。)
三维坐标测量前述齿面并得到测量齿面数据M。(M是矢量)
在此,由于对于第I个的测量数据Mi,
Mi=X(ui、vi、C1+ΔC1、C2+AC2、......Cn+ΔCn)......(1)
成立,所以可以把前述测量齿面数据M和用前述理论齿面式X给出的值之差作为残差(M-X)求出。(在此,ΔC1、ΔC2、......ΔCn表示对理论上的切齿参数的未知的修正量)
对于j=1~n,用最小二乘法可以求出前述残差的二乘和为最小时的前述切齿参数Cj+ΔCj的值和当时的标准偏差。
搜索使前述标准偏差最小的前述切齿参数Ck,把Ck+ΔCk作为切齿参数推断值。
用前述切齿参数推断值Ck+ΔCk并对第k个以外的切齿数由同样的处理求出推断值,再反复进行该顺序,求出全部的切齿参数推断值。
在三维坐标测量前述齿面之际,在把变换前的前述理论齿面式Xg的坐标系定为Og-xg、yg、zg、把三维测量机的坐标系定为Ot-xt、yt、zt时,使三维测量机的一个坐标轴(例如Z轴坐标轴z t)与齿轮轴zg一致,使节锥顶点(理论齿面式X的坐标系原点Og)与三维测量机坐标系的原点Ot一致。(由于刃面的轨迹复制在工件W上,所以可以坐标变换作为刃顶面的轨迹的理论式X求出理论齿面式Xg。)(Xg是矢量。)
当把三维测量机的另一个坐标轴(例如X轴坐标轴xt)和理论齿面式Xg的另一个坐标轴(例如X轴坐标轴xg)所成的未知角度定为ψ时,由与回转有关的坐标变换矩阵C(ψ)使变换前的理论齿面式Xg绕zt轴回转的结果成为下式那样。(C、X是矢量。)
Xt=C(ψ)Xg......(3)
根据该关系,由于可以由前述的方法加在切齿参数推断值(C1+ΔC1、C2+ΔC2、......Cn+ΔCn)上并求出角度ψ,所以可以进行向理论齿面式的测量坐标系的坐标变换。但是,由于ψ对于全部的切齿参数(C1、C2、......Cn)处于从属关系,所以在由连立方程式不能解C1、C2、......Cn及ψ的总计n+1个未知数的场合,对于(ψ和C1)、(ψ和C2)、......(ψ和Cn)的n个组合的每一个由与最小二乘法相关的二元连立方程解。
可是,在该切齿参数的推断方法中,需要三维测量齿面上的多个地点来得到测量齿面数据M,但是,由于工件坐标系中的工件齿面式是未知的,所以不能做成零件程序(part program),从而不得不进行手动测量。
这将成为切齿参数推断的效率提高的妨碍,另一方面,由于由人手进行长时间的测量,所以测量环境条件因人的体温而发生变化,迫使工件W的尺寸发生变化,产生了不能进行高精度测量的问题。即使在进行手动测量的场合,由于其测量点的坐标值(理论值或者真实值)是未知的,所以难以进行工件的评价。
再有,在使用接触信号测头或仿形测头进行螺旋齿轮的齿面等的工件的曲面的测量的场合,由于测量面是曲线形状,所以存在测头的触针或顶端的球状触头可能与齿轮干涉的问题。
发明内容
本发明的主要目的在于,提供能安全且高精度地测量螺旋齿轮的齿面等的具有曲面的工件的测量部位的工件曲面的测量方法及其程序和介质。
为了达到前述目的,本发明的工件曲面的测量方法,其特征在于,具有:获得由具有触针的测头测量曲面的工件的理论式的理论式输入步骤;设定作为在前述曲面上进行测量的范围的测量范围的测量范围设定步骤;在前述测量范围上设定代表点,根据前述理论式计算该代表点的坐标值和法线矢量的代表点计算步骤;根据前述法线矢量计算上述测量范围中的上述曲面的面方向的切线矢量,根据该切线矢量按每个前述测量范围决定前述触针的面方向轴线角度的轴线角度决定步骤;以及将上述触针的轴线角度变更为上述所决定的轴线角度来在上述测量范围内进行上述曲面的测量的范围测量步骤。
在此,前述理论式也可以是解析测量数据的结果的测量形状式。
另外,前述理论式也可以根据作为工件的设计值的基本参数等算出,代替理论式输入。
再有,作为前述触针的轴线角度,也可以根据前述法线矢量算出前述测量范围内的工件曲面的切线矢量,根据该切线矢量算出面方向轴线角度.该切线矢量是与法线矢量垂直的矢量,可以定义多个切线矢量.在此,代表包含这些多个切线矢量的面并叫做切线矢量.
在此,所谓面方向轴线角度,是指用于使与测量范围中的工件曲面相切并包含切线矢量的面与包含触针的轴线的面平行的角度。
另外,作为前述触针的轴线角度,也可以根据前述测量范围的工件形状算出前述触针的倾斜轴线角度。
另外,测量范围也可以分割成预先决定的规定数,另外,也可以根据测量范围的多个法线矢量的内角角度,判断该测量范围的弯曲程度并根据需要来分割测量范围。
在此,所谓内角角度是指一条法线或其延长线与另一法线或其延长线交叉时的交叉角度的小的方,在一条法线或其延长线与另一法线或其延长线不交叉的场合,是指把另一法线投影到含有一条法线的面上,该投影的法线或其延长线与一条法线或其延长线交叉角度的小的方。
再有,也可以输入含有测量机信息的测量条件,根据该测量条件和前述理论式及前述的轴线角度的信息做成测量部分程序。
另外,在实际的测量时,也可以设定根据工件载置姿势的工件坐标系,使前述理论式中的理论坐标系和该工件坐标系一致。
再有,在前述工件坐标系和前述理论式的理论坐标系不同的场合,也可以把用前述理论坐标系计算的坐标值和前述轴线角度变换成前述工件坐标系中的坐标值和轴线角度。
另外,最好是,前述理论式输入步骤,具有输入根据前述工件的二维设计图的基本参数的参数输入步骤和根据前述基本参数算出前述工件的三维理论式的理论式计算步骤,前述代表点计算步骤根据前述二维设计图用二维坐标设定前述代表点,根据前述三维理论式计算该代表点的三维坐标值和法线矢量。
在此,前述二维设计图的坐标系,不局限于直角坐标系,也可以是极坐标系等,重要的是,只要是能在二维平面上记述的坐标系就可以,三维理论式的理论坐标系,不局限于直角坐标系,如果是极坐标系等的可以指定三维空间的坐标系,无论哪一种坐标系都可以,只要能进行设计坐标系和理论坐标系之间的坐标变换的坐标系就可以。
再有,最好还具有计算前述二维设计图的设计坐标系和前述三维理论式的理论坐标系之间的坐标变换系数的设计坐标变换系数计算步骤。
根据本发明,由于基于工件的理论式决定进行工件曲面测量时的测头的触针轴线角度,所以测头和工件不干涉,可以安全且容易地进行测量。
另外,由于在测量范围内设定代表点,根据该代表点的坐标值和法线矢量算出触针的轴线角度,所以可以减轻计算处理的负荷。
再有,由于在测量范围的端部上设置多个代表点并合成各法线矢量,所以可以提高其测量范围中的轴线角度的计算可靠度。即,如果是这样求出的轴线角度,可以可靠地避免工件和测头的干涉。
另外,由于由测量范围的多个法线的内角角度判断工件和测头的干涉的可能性,根据其结果分割测量范围,所以可以更可靠地避免工件和测头的干涉。
再有,由于根据工件的形状决定轴线角度,所以可以更可靠地避免工件和测头的干涉。
另外,由于根据工件的理论式可以生成含有触针轴线角度控制命令的测量零件程序,所以即使在工件自身的加工完成前,也可以预先做成测量零件程序,由于在工件加工完成后马上可以着手测量作业,所以提高了整体的制造效率。
另外,即使是具有复杂的曲面的工件,由于测头和工件不干涉且可以生成测量零件程序,所以可以提高测量作业的安全性和容易实现自动化。
再有,由于根据在测量范围上具有曲面的工件的三维理论式,可以计算在二维设计图上设定的代表点或指定点的三维坐标值和法线矢量,所以即使在工件加工完毕之前也可以得到测量的对象面上的三维坐标值。
特别,由于通过使用坐标变换系数,可以根据前述二维设计图容易地计算用二维坐标指定的前述测量范围的代表点或指定点的三维坐标值和法线矢量,所以测量零件程序等的做成变得容易。
附图说明
图1是表示本发明的第1实施例的测量系统的图。
图2是本发明的第1实施例的测量系统的方块图。
图3是表示接触信号测头的动作的图。
图4是表示本发明的第1实施例的测量顺序的流程图。
图5是表示本发明的第1实施例的坐标系设定的详细情况的流程图。
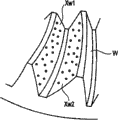
图6是环形齿轮的齿面的立体图。
图7是说明测量范围的图。
图8是说明内角角度的图。
图9是说明测量范围分配的图。
图10是表示工件和测头的角度关系的图。
图11是说明切线矢量的图。
图12是表示代表法线矢量的图。
图13是表示代表切线矢量的图。
图14是说明倾斜轴线角度的图。
图15是说明坐标系设定的图。
图16是说明坐标系设定的另一个图。
图17是表示本发明的第2实施例的计算装置的图。
图18是说明二维设计图面的图。
图19是说明理论坐标系中的指定点搜索的图。
图20是说明螺旋伞齿轮的图。
图21是说明双曲线齿轮的环形齿轮的基本参数例的图。
图22是说明双曲线齿轮的环形齿轮的切齿参数例的图。
图23是说明双曲线齿轮的环形齿轮的切齿原理的一例的图。
图24是说明双曲线齿轮的环形齿轮的切齿中的坐标系的图。
图25是说明双曲线齿轮的环形齿轮的切齿中的坐标系的另一个图。
具体实施方式
下面根据附图对本发明的优选实施例进行说明。
[实施例1]
图1表示用三维测量机实施本发明的工件曲面的测量方法的第1实施例,三维测量机100由控制装置200和计算机300构成测量系统10。
三维测量机100具有架设在直立设置于测量工作台101的两端的立柱102和支柱103之间的X轴横梁104。还具有由空气轴承支承在该X轴横梁104上的在X轴方向能够移动的X轴滑块106(X轴移动机构)和由空气轴承支承在该X轴滑块106上的在Z轴方向能够移动的Z轴心轴107(Z轴移动机构)。由于立柱102和支柱103也由空气轴承支承并从测量工作台101上浮,立柱102由设置在测量工作台101的一端上的Y轴导向机构105通过空气轴承在Y轴方向上导向,所以立柱102和支柱103成为一体并能在Y轴方向上移动(Y轴移动机构)。
X轴滑块106、立柱102和支柱103、Z轴心轴107能由线性标尺检测各自的移动量。在此,X轴、Y轴、Z轴处于相互垂直的关系。
在Z轴心轴107的下端设置接触信号测头110,在其触针111的顶端上设置球状触头112。
在测量工作台101上载置工件W(双曲线齿轮的环形齿轮),通过使接触信号测头的球状触头112与其齿面Wt接触来输出接触信号,从线性标尺读取其瞬间的各轴移动机构的移动量作为测量数据被输出。
图2表示测量系统10的电气单元的主要部分的方框图。
在三维测量机100上,具有电动机驱动的X轴驱动机构121、Y轴驱动机构122和Z轴驱动机构123、分别驱动X轴滑块106、立柱102和Z轴心轴107。这些各轴的滑块的移动量,由X轴标尺124、Y轴标尺125和Z轴标尺126检测。
在控制装置200内,设置驱动X轴驱动机构121的电动机的X轴驱动电路201、驱动Y轴驱动机构122的电动机的Y轴驱动电路202和驱动Z轴驱动机构123的电动机的Z轴驱动电路203。三维测量机100的各轴的标尺与X轴计数器204、Y轴计数器205和Z轴计数器206连接,各轴滑块的移动量由这些各轴的计数器进行计数,同时由在接触信号测头110的接触信号生成电路116中生成的接触信号S,将其各轴计数值D(xi、yi、zi)作为测量数据输出。
接触信号测头110具有接触信号生成电路116和轴线驱动机构117,如图3所示,相对于接触信号测头110的测头本体113的轴线114,触针111的轴线115可以向任意方向倾斜。更具体地讲,轴线驱动机构117由垂直倾斜驱动机构和水平回转驱动机构构成,该垂直倾斜驱动机构进行驱动,以使触针111的轴线115相对于测头本体113的轴线114只倾斜任意角度θv,该水平回转驱动机构进行驱动,以使触针111的轴线115在与测头本体113的轴线114垂直的平面内只回转任意角度θh。
该轴线驱动机构117由控制装置200的轴线驱动电路225驱动。
计算机300控制各轴驱动电路201-203和轴线驱动电路225,同时把各轴计数值D(xi、yi、zi)作为测量齿面数据Mi进行输入。
在计算机300内具有未图示的各种输入输出装置(键盘、鼠标、显示器、打印机、线路输入输出装置、辅助存储装置等),根据目的进行各种输入输出操作和计算处理结果的显示或打印等.
图4是表示在计算机300中执行本发明的工件曲面的测量方法时的处理顺序的流程图,作为工件,以进行双曲线齿轮的环形齿轮的齿面测量的场合为例进行说明。
首先,由S10开始工件曲面的测量方法的执行。
接着,在S20中,根据工件W(齿轮)的设计图纸等输入基本参数(例如,图21)和切齿参数(例如,图22)。在此,切齿参数也可以是从理论值或者测量实际齿轮的结果推断的推断值。
接下来,在S30中,根据基本参数和切齿参数算出齿轮齿面的理论式。理论式可以从机构学上记述并算出根据理论上的切齿参数或者推断的切齿参数的切齿的过程,例如,双曲线齿轮的环形齿轮的齿面Xg和单位齿面法线Ng可以如下面那样求出。
Xg(u,v)=A-1(λgr+π/2){Xgc(u,v)+Dg)......(4)
Ng(u,v)=A-1(λgr+π/2)Ngc(u)......(5)
在此,Xg、A(关于绕xm轴回转的坐标变换矩阵)、Xgc(刀具刃面上的位置矢量)、Dg(切齿机的坐标系Om中的刀具中心Oc的位置)、Ngc(刀具刃面上的单位法线)都是矢量。u表示刀具1的回转角,v表示从刀具中心Oc到刀具刃面的距离。λgr表示机器齿根角(齿底圆锥角)(参照图25)。
在此,S20、S30各步骤构成理论式输入步骤,但在理论式已知的场合,或者已经从测量数据的解析结果导出形状式的场合,也可以直接输入理论式或者形状式,来代替根据设计值等各参数算出的理论式,在以后的各步骤中用作理论式。
下面,在S40中根据理论式设定测量范围。
工件W的齿面Xw,如图6所示,有右齿面Xw2和左齿面Xw1,但由于处理的顺序相同,所以只对左齿面Xw1的测量进行说明。
在测量范围的设定中,在左齿面Xw1的齿面范围内设定1个或多个测量范围An。该设定算法可以使用各种算法,在此,等分割齿向方向来设定测量范围。图7表示1张齿面Xw1,纸面左侧是齿轮内侧,纸面下侧是齿面谷底侧,表示二等分齿向方向的测量范围A1、A2。
然后,在S50中,计算每个测量范围的代表点的坐标值和法线矢量。
作为代表点的设定算法,有各种方法,例如,在测量齿轮齿节的场合,一般是在测量范围的中央取一点,在进行齿面形状测量时,一般是在测量范围的两端各取一点,共计2点。在图7的例子中,在齿面的齿高方向(齿面的从齿底侧向齿顶侧的方向)中央位置上,在各个测量范围A1、A2的两端设置代表点Q11、Q12、Q21、Q22,根据理论式计算各个代表点的坐标值和法线矢量。
接下来,在S60中,算出同一测量范围(例如A1)的代表点Q11、Q12的法线矢量N11、N12交叉形成的内角度θi(参照图8),测试该内角角度θi是否在规定角度以内,在该内角角度θi≤规定角度时,判断为该测量范围的齿面的弯曲小。即,可以判断为在不变更触针的轴线角度θh的情况下,用相同的轴线角度θh能进行该测量范围的测量,该场合,使处理向S80分支并决定触针的轴线角度。
另一方面,在内角角度θi超过规定角度的场合,判断为该测量范围的齿面的弯曲大.即,在不变更触针的轴线角度的情况下用相同的轴线角度θh,在测量该测量范围的场合,可以判断为有产生工件W和测头110干涉的可能性,该场合,使处理向S70分支并分割测量范围.
作为S70的测量范围分割算法,可以使用各种算法,在此,使用二等分齿向方向的方法。图9表示用该方法把测量范围A1分割成A11和A12的例子。
在S70中,在分割了测量范围之后,使处理返回到S50,再次计算每个测量范围的代表点的坐标值和法线矢量。
这样一来,反复进行测量范围的分割,直到内角角度θi成为规定角度以内为止。
在S80中,当决定触针111的轴线角度θh、θv时,首先算出切线矢量Tw。例如,如图10所示,如果齿轮的齿是没有弯曲的直齿,当图的纸面为水平面时,触针111的水平内的轴线角度θh,可以由测量哪一个齿面来唯一地决定。与此相反,在是螺旋齿轮的场合,例如,如图6所示,由于在齿面上有弯曲,所以需要根据测量范围的弯曲角度来决定轴线角度θh。
因此,如图11所示,求出与测量范围的法线矢量Nw垂直的齿向方向切线矢量Tw,把使其测量范围中的工件曲面相切同时包含切线矢量Tw的面(垂直于法线矢量的面)与包含触针111的轴线115的面平行的角度定为面方向轴线角度θh。
基于法线矢量算出切线矢量的方法有各种方法,在测量范围内设定多个代表点的场合,可以用合成各代表点的法线矢量来算出其测量范围的代表法线矢量Nr,从该代表法线矢量Nr求代表切线矢量Tr的方法(参照图12),从各法线矢量求各切线矢量,并合成各切线矢量来求代表切线矢量Tr的方法(参照图13)等任一方法求切线矢量。
接着,如图14所示,在工件W的测量面(齿向方向)相对于基准面倾斜的场合,可以容易地从机器齿根角λgr决定倾斜轴线角度θv(伞齿轮的场合,齿高方向轴线角度)。即,根据工件形状决定倾斜轴线角度θv。
再有,轴线角度(面方向轴线角度θh和倾斜轴线角度v)由每个测量范围决定。
这样一来,在每个测量范围的轴线角度被决定后进行手动测量的场合,通过指定测量范围,轴线驱动电路225控制轴线驱动机构117并把触针111的轴线115的角度调整到θh、θv。在不具有轴线驱动电路225和轴线驱动机构117的场合,手动调整触针111的轴线115的角度,使之显示成在显示器上的角度θh、θv。
然后,在A90中,输入测量条件。作为该测量条件,有使用的接触信号测头110的种类(接触信号测头/仿形测头)、触针轴线角度θv、θh的最大值/控制分辨率、是否用旋转工作台能回转地载置工件W、测头球状触头112的直径、回程距离(可以安全地变更触针111的轴线角度的离开工件W的距离)、测量种类(节距测量/齿面形状测量/多个齿面的方向测量)、测量的齿面的数量、测量的齿面的方向(左/右)等。
接着在S100中生成测量零件程序。
由于测量范围和测量该测量范围时应该调整的触针111的轴线角度θh、θv已经被决定,所以可以根据测量条件和理论式(Xg、Ng)生成每个测量范围的测量零件程序。
在该测量零件程序中,含有通过经轴线驱动电路225控制轴线驱动机构117来调整触针111的轴线角度的触针轴线角度调整命令。
另外,由于用接触信号测头和仿形测头时测量方法不同,所以根据使用的测头生成与测头对应的测量零件程序(接触信号测量零件程序、仿形测量部分零件等).
生成的测量零件程序,由存储在计算机300内的测量零件程序执行程序(未图示)执行,经控制装置200控制三维测量机100并从控制装置200中输出规定的测量数据。
接下来,在S110中进行把实际的工件W载置在三维测量机100上并进行测量时必需的工件坐标系的设定。
在图5的流程图中表示S110的详细处理内容。
在S100中生成的测量零件程序,与在理论坐标系中生成的相对应并在实际的工件W的测量时设定工件坐标系。由于该工件坐标系和理论坐标系通常不一致,所以有必要使两个坐标系一致,或者把测量零件程序的各坐标值变换成工件坐标值。
在应当使工件坐标系和理论坐标系一致的场合,在S220中使坐标系一致。
与此相反,在最好使坐标系不一致的场合(例如,在把工件W载置在三维测量机上时,由于工件W的形状或载置姿势,难以直觉地把握理论坐标系的场合等),在S230中进行坐标变换。
在S210中进行这些分支处理。到底进行哪一种处理,通常由操作者选择。
在S220中,一旦把三维测量机的坐标系O临时设定为工件坐标系之后,测量工件W的一点或多点,根据其结果修正临时的工件坐标系。
工件W向测量工作台101上载置的载置姿势是任意的,在此,为了简化说明,工件W是双曲线齿轮的环形齿轮,以其背面Wb与测量工作台101接触的姿势载置在测量工作台101上。而且,被设定成,环形齿轮的轴心zg与三维测量机的z轴平行,齿轮中心Og为三维测量机z轴的原点,同时,被设定成,环形齿轮的轴心zg的位置为三维测量机的x轴和y轴的原点O。
然后,使测头110的球状触头112与工件W的齿面Xw的一点接触,读取球状触头112的中心位置p(px、py、pz)(参照图15)。根据其结果,算出从原点O到中心位置p(px、py、pz)的xy平面内的直线O-p的长度Lt(=px2+py2)1/2)。
接下来,在齿轮的坐标系Og(理论式的坐标系)中,求出假定在高度pz使球状触头112与用齿面式(4)表示的理论齿面接触时从xgyg平面内的齿轮中心到球状触头112中心位置pg的距离等于Lt的位置,算出xg轴和中心位置pg所成的角度θg。
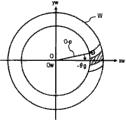
接着,如图16所示,把只使直线O-p绕z轴回转-θg角度时的该直线方向定为xw轴(工件坐标系的X轴),设定通过原点O,与xw轴正交的yw轴(工件坐标系的Y轴),同时,把z轴直接作为zw轴(工件坐标系的Z轴)。通过这些处理,设定与理论式中的齿轮坐标系Og一致的工件坐标系Ow。
在此,如果对于齿面的多个点(z轴方向的高度也可以不相同)进行同样的处理,求出多个工件坐标系,求其平均值作为工件坐标系Ow,可以更高精度地设定工件坐标系。
这样,在使测量坐标系回转来设定与齿轮坐标系一致的工件坐标系的场合,由于理论式(4)、(5)与工件坐标系中的齿面式一致,所以将其定为工件面式Xw,单位齿面法线Nw。
与此相反,在理论式的坐标系和工件坐标系不一致的场合,在S230中进行坐标变换。该场合不使工件坐标系回转,将直线O-p方向直接作为xw轴,设定工件坐标系,使测量零件程序的各坐标值、轴线角度绕zg轴只回转一θg。
或者,也可以是使理论式(4)、(5)绕zg轴只回转-θg角度来算出工件坐标式Xw和单位齿面法线Nw,根据该新的工件坐标式,可以再生成测量零件程序。
在S120中结束处理,然后根据需要执行测量零件程序而可进行工件W的测量。
[实施例2]
实施例2将实施例1的计算机300置换成计算装置400,其它的构成与实施例2相同。
图17表示计算装置400的框图。
在该图17中,参数输入电路401的动作内容与图4的S20相同,理论式计算电路402的动作内容与图4的S30相同,测量范围设定电路403的动作内容与图4的S40相同,代表点计算电路404的动作内容与图4的S50相同,内角角度判定电路405的动作内容与图4的S60相同,测量范围分割电路406的动作内容与图4的S70相同,轴线角度决定电路407的动作内容与图4的S80相同,条件输入电路408的动作内容与图4的S90相同,程序生成电路409的动作内容与S100相同,坐标系设定电路410的动作内容与图4的S110相同,故省略其详细说明。
但是,在理论式已经已知的场合,或者在已经从测量数据的解析结果中导出了形状式的场合,可以用理论式输入电路置换参数输入电路401和理论式计算电路402,直接输入理论式或者形状式,代替根据设计值等参数的理论式的算出,在以后的各电路中用作理论式。
另外,也可以由坐标系修正判断电路(与S210动作相同)、坐标系修正电路(与S220动作相同)、坐标变换电路(与S230动作相同)构成坐标系设定电路410。
另外,在各电路中,根据需要包含存储各种输入数据和计算结果的规定容量的存储电路。
再有,该计算装置400还具有未图示的各种输入输出装置(键盘、鼠标、显示器、打印机、线路输入输出装置、辅助存储装置等),根据目的可进行各种操作和计算处理结果的显示或打印等。
用程序生成电路409生成的测量零件程序由计算装置400的未图示的测量零件程序执行电路执行,经控制装置200控制三维测量机100并从控制装置200输出规定的测量数据。
再有,无论在哪一个实施例中,都由面方向轴线角度控制测头的水平回转机构,由倾斜轴线角度控制测头的垂直倾斜驱动机构。
[变形例]
变形例只是与实施例1的测量方法(图4)的S20~S50中的处理不同,其他与实施例1相同。
在此,把与实施例1中的处理S20~S50对应的变形例中的处理定为S20′~S50′。
在该变形例中,在S20′中输入根据工件W(齿轮)的设计图(图18所示的二维设计图)的基本参数(例如图21)和切齿参数(例如图22)。在此,切齿参数也可以是理论值或者从测量实际的齿轮的结果中推断的推断值。
接着,在S30′中,根据基本参数和切齿参数算出齿轮齿面的理论式.理论式可以机械学地记述并算出根据理论上的切齿参数或者推断切齿参数的切齿过程,例如,由式(4)、(5)求出双曲线齿轮的环形齿轮的齿面式Xg和单位齿面法线Ng.
在此,Xg、A(关于绕xm轴回转的坐标变换矩阵)、Xgc(刀具刃面上的位置矢量)、Dg(切齿机的坐标系Om中的刀具中心Oc的位置)、Ngc(刀具刃面上的单位法线)都是矢量。u表示刀具1的回转角、v表示从刀具中心Oc到刀具刃面的距离。λgr表示机器齿根角(齿底圆锥角)(参照图25)。
接下来,计算二维设计图的设计坐标系的原点Og(xd、zd)和三维理论式的理论坐标系(xg、yg、zg)之间的坐标变换系数。
图25中的齿轮的理论坐标系的原点Og与工件背面Wb的距离为Lg。与此相对,在图18所示的设计坐标系中,由于原点Od位于工件背面Wb上,所以理论坐标系Og的zg轴和设计坐标系Od的zd轴的位置一致,但有距离Lg的偏置量。
另外,由于理论坐标系Og的xg轴和设计坐标系Od的xd轴相互平行,所以从二维设计图的设计坐标系Od(xd、zd)向三维理论式的理论坐标系(xg、yg、zg)的坐标变换,可以在设计坐标系Od的zd轴坐标上增加偏置量一Lg(坐标变换系数)。通过该坐标变换操作,二维设计坐标系Od(xd、zd)上的指定的点,与三维理论式的理论坐标系(zg、yg、zg)的xgzg平面上的点对应。
然后,在S40′中设定测量范围。该测量范围在图18所示的设计坐标系中,设定为含有代表点(例如Q1)的区域。
接着,在S50′中计算每个测量范围的代表点的三维坐标值和法线矢量。
代表点的设定,可以使用与实施例1同样的算法。
该代表点的指定是通过在图18的二维设计图上指定测量点(Q1、Q2......Qn),输入各自的坐标值(xd、zd)来进行的。
然后,计算各指定点(Q1、Q2......Qn)的三维坐标值和法线矢量。
按已经说明的那样,由坐标变换系数把各指定点(Q1、Q2......Qn)变换到理论坐标系Og上的xgzg平面上(参照图19)。
接下来,求出从指定点Qi到原点Og的距离Li,搜索从原点Og到用理论齿面式Xg表示的Gi的距离等于该距离Li的点Gi。
如果理论齿面上的点Gi被决定,通过齿面式Xg(式4)和单位齿面法线Ng(式5),求出点Gi的理论坐标系中的三维坐标值和法线矢量。
再有,该变形例的程序的生成,与实施例1的测量零件程序的生成(S100)基本相同,但在该变形例中,由于根据二维设计图可以求出指定的指定点(Qn)的三维坐标值和法线矢量,所以可以根据二维设计图指定测量点,由于测量条件(测头的球状触头112的直径等)已被输入,所以根据它们可以容易地生成理论坐标系Og中的测量零件程序。
在此,由于在用接触信号测头和仿形测头时,因使用的测头不同而使测量方法不同,所以生成与测头对应的测量零件程序(接触信号测量零件程序,仿形测量零件程序等)。
另外,在坐标系设定(S110)之后,在执行生成的测量零件程序并得到测量数据M之后,也可以计算该测量数据和测量点的理论三维坐标值(等于工件坐标系Ow的坐标值)的误差并显示该误差或者进行输出等。
另外,在该变形例中,表示了生成、执行测量零件程序并得到测量数据的例子,但作为其变形,也可以进行手动测量,该场合,不需要测量零件程序生成步骤(S100)。
在进行手动测量的场合,坐标系设定(S110)之后,用手动移动测头并使球状触头112与工件的测量对象面接触,由这时产生的接触信号S把各轴计数值D(xi、i、Zi)作为测量数据输入计算机300。
接着,根据计数值D的x轴坐标值xi和z轴坐标值zi,与变形例的S50′一样进行指定点计算,搜索理论坐标系Og中的点Gi,求出该点Gi的理论三维坐标值。
然后,计算测量数据M和测量点的理论三维坐标值(等于工件坐标Ow的坐标值)的误差,输出该误差。
本发明不局限于这些实施例。
例如,在实施例1、2中,表示了用三维测量机作为测量机的例子,但不局限使此,在表面粗糙度测量机、轮廓形状测量机、圆度测量机、图像测量机等表面特性测量机中也可以实施本发明。
另外,不局限于相对于固定载置的工件移动检测器进行测量的表面特性测量机,也可以是相对于被固定的检测器使被测定物移动来进行测量的表面特性测量机。
再有,这些从S10至S120和从S200至S240的处理顺序,可以做成能用计算机执行的程序,而该程序可以存储在存储介质内供给使用者。在此,该程序可以是能用计算机执行的机械语言、汇编语言、高级语言等任何一种语言。作为计算机中的执行形态,可以是由编译器编译的形态,也可以是由翻译器执行的中间语言形态。作为向使用者提供的形态,除了存储在软盘、MO盘、DVD盘、磁带等各种存储介质内来提供而外,也可以经由含有有线或无线的因特网的通信线路来提供。
Claims (17)
1.一种工件曲面的测量方法,其特征在于,包括:
获得由具有触针的测头测量曲面的工件的理论式的理论式输入步骤;
设定作为在前述曲面上进行测量的范围的测量范围的测量范围设定步骤;
在前述测量范围上设定代表点,根据前述理论式计算该代表点的坐标值和法线矢量的代表点计算步骤;
根据前述法线矢量计算上述测量范围中的上述曲面的面方向的切线矢量,根据该切线矢量按每个前述测量范围决定前述触针的面方向轴线角度的轴线角度决定步骤;以及
将上述触针的轴线角度变更为上述所决定的轴线角度来在上述测量范围内进行上述曲面的测量的范围测量步骤。
2.如权利要求1所述的工件曲面的测量方法,其特征在于,前述理论式输入步骤包括:
输入前述工件的基本参数的参数输入步骤;
根据前述基本参数算出前述工件的理论式的理论式计算步骤。
3.如权利要求1所述的工件曲面的测量方法,其特征在于,
在前述代表点计算步骤中,前述代表点包含作为前述测量范围的一端的第1端点和作为前述测量范围的另一端点的第2端点,根据前述理论式计算第1端点坐标值、第1端点法线矢量、第2端点坐标值和第2端点法线矢量,
在前述轴线角度决定步骤中,根据从前述第1端点法线矢量和前述第2端点法线矢量算出的前述切线矢量,决定前述面方向轴线角度。
4.如权利要求3所述的工件曲面的测量方法,其特征在于,在前述轴线角度决定步骤中,合成前述第1法线矢量和前述第2法线矢量而算出代表法线矢量,并根据该代表法线矢量算出作为前述切线矢量的代表切线矢量,根据该代表切线矢量决定前述面方向轴线角度。
5.如权利要求3所述的工件曲面的测量方法,其特征在于,在前述轴线角度决定步骤中,根据前述第1法线矢量和前述第2法线矢量算出第1切线矢量和第2切线矢量,根据该第1切线矢量和第2切线矢量算出前述切线矢量并决定上述面方向轴线角度。
6.如权利要求1所述的工件曲面的测量方法,其特征在于,在前述测量范围设定步骤中,设定预先决定的规定数量的测量范围。
7.如权利要求3所述的工件曲面的测量方法,其特征在于,求出前述第1法线矢量与前述第2法线矢量的夹角的内角角度,在该内角角度超过规定角度的场合,还具有分割前述测量范围的测量范围分割步骤,
反复执行前述测量范围分割步骤和前述代表点计算步骤,直到前述内角角度成为小于或等于前述规定角度,
在前述轴线角度决定步骤中,在每个前述所分割的测量范围上,决定前述面方向轴线角度。
8.如权利要求1所述的工件曲面的测量方法,其特征在于,在前述轴线角度决定步骤中,根据前述测量范围的工件形状决定前述触针的倾斜轴线角度。
9.如权利要求1所述的工件曲面的测量方法,其特征在于,还具有:
输入含有测量机的信息的测量条件的条件输入步骤;
根据前述理论式生成用于进行前述工件测量的测量零件程序的程序生成步骤。
10.如权利要求9所述的工件曲面的测量方法,其特征在于,前述测量零件程序含有把前述触针调整到前述轴线角度上的命令。
11.如权利要求1所述的工件曲面的测量方法,其特征在于,还具有根据载置在测量机上的前述工件的姿势设定工件坐标系的坐标系设定步骤。
12.如权利要求11所述的工件曲面的测量方法,其特征在于,前述坐标系设定步骤还具有使前述工件坐标系和前述理论式的理论坐标系一致的坐标系修正步骤。
13.如权利要求11所述的工件曲面的测量方法,其特征在于,前述坐标系设定步骤,还具有在前述工件坐标系和前述理论式的理论坐标系不同的时候,把用前述理论坐标系表示的坐标值和前述轴线角度变换成用前述工件坐标系表示的坐标值和轴线角度的坐标变换步骤。
14.如权利要求1所述的工件曲面的测量方法,其特征在于,
前述理论式输入步骤包括:
输入基于前述工件的二维设计图的基本参数的参数输入步骤;
根据前述基本参数算出前述工件的三维理论式的理论式计算步骤;
前述代表点计算步骤,根据前述二维设计图用二维坐标设定前述代表点,根据前述三维理论式计算该代表点的三维坐标值和法线矢量。
15.如权利要求14所述的工件曲面的测量方法,其特征在于,还具有计算前述二维设计图的设计坐标系和前述三维理论式的理论坐标系之间的坐标变换系数的设计坐标变换系数计算步骤。
16.如权利要求1所述的工件曲面的测量方法,其特征在于,前述测头是接触信号测头和仿形测头中的任一方。
17.如权利要求1所述的工件曲面的测量方法,其特征在于,前述工件是螺旋齿轮。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003358636A JP2005122580A (ja) | 2003-10-20 | 2003-10-20 | ワーク曲面の計算方法とそのプログラムおよび媒体 |
| JP358636/2003 | 2003-10-20 | ||
| JP2003358637A JP4322087B2 (ja) | 2003-10-20 | 2003-10-20 | ワーク曲面の測定方法とそのプログラムおよび媒体 |
| JP358637/2003 | 2003-10-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1609552A CN1609552A (zh) | 2005-04-27 |
| CN1609552B true CN1609552B (zh) | 2010-05-05 |
Family
ID=34395663
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2004100837652A Expired - Fee Related CN1609552B (zh) | 2003-10-20 | 2004-10-19 | 工件曲面的测量方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7251580B2 (zh) |
| EP (1) | EP1526356B1 (zh) |
| CN (1) | CN1609552B (zh) |
| DE (1) | DE602004010599T2 (zh) |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4593142B2 (ja) * | 2003-09-25 | 2010-12-08 | ハイデルベルガー ドルツクマシーネン アクチエンゲゼルシヤフト | 被加工物をコンピュータ制御で製造するシステムおよび製造される被加工物を測定する方法 |
| JP4417121B2 (ja) * | 2004-01-19 | 2010-02-17 | 株式会社ミツトヨ | 被測定物の通り出し方法、及び表面性状測定装置 |
| JP4634867B2 (ja) * | 2005-06-03 | 2011-02-16 | 株式会社ミツトヨ | 画像測定システム及び方法 |
| GB0518153D0 (en) * | 2005-09-07 | 2005-10-12 | Rolls Royce Plc | Apparatus for measuring wall thicknesses of objects |
| CN100437445C (zh) * | 2005-12-23 | 2008-11-26 | 鸿富锦精密工业(深圳)有限公司 | 三次元离线碰撞检测系统及方法 |
| KR100952360B1 (ko) * | 2008-10-13 | 2010-04-09 | 류만열 | 곡면 측정방법 |
| JP5301412B2 (ja) * | 2009-10-21 | 2013-09-25 | 株式会社ミツトヨ | 測定力制御装置 |
| KR100994741B1 (ko) | 2010-05-04 | 2010-11-16 | 주식회사 덕인 | 3차원 측정기를 이용하여 측정 대상의 곡률에 따라 측정 간격을 자동으로 조절하여 미지의 곡선을 측정하는 방법 |
| DE102010023728A1 (de) * | 2010-06-14 | 2011-12-15 | Liebherr-Verzahntechnik Gmbh | Verfahren zum Herstellen einer Mehrzahl von identischen Zahnrädern mittles abspanender Bearbeitung |
| US9217997B2 (en) | 2010-09-13 | 2015-12-22 | Hexagon Technology Center Gmbh | Method and apparatus for controlling a surface scanning coordinate measuring machine |
| CN102519408B (zh) * | 2011-12-12 | 2013-09-11 | 陕西宝成航空仪表有限责任公司 | 用三坐标测量机一次测量多个零件的方法 |
| US20150025845A1 (en) * | 2012-02-27 | 2015-01-22 | Taylor Hobson Limited | Surface measurement apparatus and method |
| CN103292729A (zh) * | 2013-05-16 | 2013-09-11 | 厦门大学 | 一种非球面法向误差检测装置 |
| CN103438800B (zh) * | 2013-08-29 | 2016-04-06 | 厦门大学 | 用于大口径光学元件精密检测平台的空间误差计算方法 |
| US20150178484A1 (en) | 2013-12-20 | 2015-06-25 | Mitutoyo Corporation | Remote Accessory Management in a Programming Environment for a Progammable Metrology System |
| US9606525B2 (en) | 2013-12-23 | 2017-03-28 | Mitutoyo Corporation | Remote accessory for generating customized and synchronized reference notes for a programmable metrology system |
| DE102014112396B4 (de) * | 2014-08-28 | 2022-01-13 | Carl Zeiss Industrielle Messtechnik Gmbh | Verfahren zur Einzelpunktantastung eines Werkstücks und Koordinatenmessgerät |
| US10545019B2 (en) * | 2015-04-14 | 2020-01-28 | Hexagon Metrology, Inc. | CMM probe path controller and method |
| US9752860B2 (en) | 2015-07-14 | 2017-09-05 | Caterpillar Inc. | System and method for gear measurement |
| CN105631424B (zh) * | 2015-12-31 | 2019-05-10 | 山东省计算中心(国家超级计算济南中心) | 工件识别方法 |
| JP6206527B2 (ja) * | 2016-03-16 | 2017-10-04 | 横浜ゴム株式会社 | 円形部材の内周長測定装置 |
| DE102016107255B4 (de) * | 2016-04-19 | 2019-09-05 | Carl Zeiss Industrielle Messtechnik Gmbh | Drehtisch für eine Koordinatenmessmaschine mit einer Arretiervorrichtung, Koordinatenmessmaschine und Verfahren zum Betrieb |
| JP6464209B2 (ja) * | 2017-01-27 | 2019-02-06 | ファナック株式会社 | 数値制御装置 |
| CN107570983B (zh) * | 2017-09-05 | 2019-06-14 | 西北工业大学 | 一种曲面零件自动装配的方法及系统 |
| CN107588715B (zh) * | 2017-10-30 | 2023-08-22 | 合肥工业大学 | 一种基于磁效应的空间位置检测装置及测量方法 |
| CN108286937B (zh) * | 2018-01-30 | 2020-03-24 | 京东方科技集团股份有限公司 | 接触式扫描测头、坐标测量装置、系统及方法 |
| CN108775883B (zh) * | 2018-06-30 | 2020-06-02 | 北京动力机械研究所 | 一种叶轮类零件快速换装精度在线检测方法 |
| CN109408936B (zh) * | 2018-10-17 | 2022-12-09 | 湖北三江航天江北机械工程有限公司 | 滑翔天线罩深盲型腔加工及在线测量方法 |
| JP7257942B2 (ja) * | 2019-11-29 | 2023-04-14 | 日立Astemo株式会社 | 表面検査装置および形状矯正装置、並びに表面検査方法および形状矯正方法 |
| CN112388257B (zh) * | 2020-11-10 | 2022-04-12 | 哈尔滨电气动力装备有限公司 | 屏蔽电机导轴瓦支撑块加工工艺 |
| CN114184156B (zh) * | 2021-12-01 | 2024-01-16 | 中国第一汽车股份有限公司 | 一种驱动桥准双曲面锥齿轮的测绘方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4901253A (en) * | 1987-02-23 | 1990-02-13 | Mitutoyo Corporation | Coordinate measuring instrument and method of generating pattern data concerning shape of work to be measured |
| DE10131160A1 (de) * | 2001-06-29 | 2003-01-16 | Zeiss Carl | Verfahren zum Betreiben eines Koordinatenmessgeräts mit einem Dreh-Schwenk-Gelenk |
| CN1424634A (zh) * | 2001-12-12 | 2003-06-18 | 布朗和沙普·特萨有限公司 | 用于校准测量装置的校准量规以及校准测量装置的方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4166323A (en) | 1973-09-14 | 1979-09-04 | Maag Gear-Wheel & Machine Co. Ltd. | Gear tester for profile and lead testing |
| CH658126A5 (de) | 1983-03-07 | 1986-10-15 | Maag Zahnraeder & Maschinen Ag | Messgeraet und -verfahren zur teilungspruefung von zahnraedern. |
| US5271271A (en) * | 1991-04-03 | 1993-12-21 | Frazier Charles H | Method and apparatus for inspection of gears |
| US5547439A (en) * | 1994-03-22 | 1996-08-20 | Stairmaster Sports/Medical Products, Inc. | Exercise system |
| DE19712029A1 (de) * | 1997-03-21 | 1998-09-24 | Zeiss Carl Fa | Verfahren zur Steuerung von Koordinatenmeßgeräten nach Solldaten |
| DE19821371A1 (de) | 1998-05-13 | 1999-11-18 | Zeiss Carl Fa | Verfahren zur Steuerung eines Koordinatenmeßgerätes und Koordinatenmeßgerät |
| EP1330686B1 (de) | 2000-09-15 | 2006-12-27 | Werth Messtechnik GmbH | Verfahren zum generieren eines messprogrammes für ein koordinatenmessgerät |
-
2004
- 2004-10-14 US US10/965,335 patent/US7251580B2/en active Active
- 2004-10-19 EP EP04024863A patent/EP1526356B1/en not_active Expired - Fee Related
- 2004-10-19 CN CN2004100837652A patent/CN1609552B/zh not_active Expired - Fee Related
- 2004-10-19 DE DE602004010599T patent/DE602004010599T2/de active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4901253A (en) * | 1987-02-23 | 1990-02-13 | Mitutoyo Corporation | Coordinate measuring instrument and method of generating pattern data concerning shape of work to be measured |
| DE10131160A1 (de) * | 2001-06-29 | 2003-01-16 | Zeiss Carl | Verfahren zum Betreiben eines Koordinatenmessgeräts mit einem Dreh-Schwenk-Gelenk |
| CN1424634A (zh) * | 2001-12-12 | 2003-06-18 | 布朗和沙普·特萨有限公司 | 用于校准测量装置的校准量规以及校准测量装置的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US7251580B2 (en) | 2007-07-31 |
| DE602004010599D1 (de) | 2008-01-24 |
| CN1609552A (zh) | 2005-04-27 |
| DE602004010599T2 (de) | 2008-12-04 |
| EP1526356A3 (en) | 2006-02-01 |
| EP1526356B1 (en) | 2007-12-12 |
| EP1526356A2 (en) | 2005-04-27 |
| US20050086025A1 (en) | 2005-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1609552B (zh) | 工件曲面的测量方法 | |
| CN100419371C (zh) | 表面仿形测量装置和仿形测头的修正表制作方法 | |
| US10018459B2 (en) | Method for the location determination of the involutes in gears | |
| CN103328154B (zh) | 误差测定装置及误差测定方法 | |
| CN103302550B (zh) | 透镜形状加工方法以及透镜形状加工装置 | |
| CN104937371B (zh) | 法线检测装置、加工装置及法线检测方法 | |
| CN101903836A (zh) | 运动路线的确定 | |
| US10286469B2 (en) | Method for the manufacture of a workpiece having a corrected gear tooth geometry and/or a modified surface structure | |
| CN102197274A (zh) | 用于坐标测量系统的方法 | |
| Pereira et al. | Characterization and compensation of dynamic errors of a scanning coordinate measuring machine | |
| CN102375436B (zh) | 用于生成通过在机床上铣削工件形成齿面部的控制数据的方法及装置 | |
| CN105690410A (zh) | 干涉避免方法、控制装置以及程序 | |
| CN102472605A (zh) | 用于探针尖端直径校准的方法和装置 | |
| US20160214197A1 (en) | Method for the gear manufacturing machining of a workpiece by a diagonal generating method | |
| US9873160B2 (en) | Method and apparatus for the gear manufacturing machining of a workpiece by a diagonal generating method | |
| CN103777570A (zh) | 基于nurbs曲面的加工误差快速检测补偿方法 | |
| CN108073132A (zh) | 用于补偿多轴制造系统的系统和方法 | |
| US7715942B2 (en) | Method for controlling a movable tool, input device and machine tool | |
| CN106826417A (zh) | 一种立铣刀磨削过程二维图形仿真方法 | |
| EP1442270A1 (en) | Tolerance digitizing method | |
| CN107860313A (zh) | 一种基于线结构光的斜齿轮齿向偏差测量方法 | |
| Zhong et al. | An optimal method for improving volumetric error compensation in machine tools based on squareness error identification | |
| US7421363B2 (en) | Method for virtual inspection of virtually machined parts | |
| US7050925B2 (en) | Apparatus for integrated tool manufacture and method therefor | |
| JP3634146B2 (ja) | 砥石整形誤差補正方法及び砥石整形・直溝成形研削加工誤差補正方法並びにそれらの誤差補正装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20100505 Termination date: 20201019 |