CN1224468C - Ω形喷纹及其形成方法 - Google Patents
Ω形喷纹及其形成方法 Download PDFInfo
- Publication number
- CN1224468C CN1224468C CNB991189345A CN99118934A CN1224468C CN 1224468 C CN1224468 C CN 1224468C CN B991189345 A CNB991189345 A CN B991189345A CN 99118934 A CN99118934 A CN 99118934A CN 1224468 C CN1224468 C CN 1224468C
- Authority
- CN
- China
- Prior art keywords
- fluid stream
- fluid
- fibril
- common
- shape pattern
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
- D01D5/0985—Melt spinning methods with simultaneous stretching by means of a flowing gas (e.g. melt-blowing)
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D4/00—Spinnerette packs; Cleaning thereof
- D01D4/02—Spinnerettes
- D01D4/025—Melt-blowing or solution-blowing dies
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/19—Sheets or webs edge spliced or joined
- Y10T428/192—Sheets or webs coplanar
- Y10T428/197—Sheets or webs coplanar with noncoplanar reinforcement
- Y10T428/198—Pile or nap surface sheets connected
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/2481—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including layer of mechanically interengaged strands, strand-portions or strand-like strips
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
- Y10T428/31645—Next to addition polymer from unsaturated monomers
- Y10T428/31649—Ester, halide or nitrile of addition polymer
Abstract
一种生成粘弹流体材料流的方法,该方法是用与其相对应的分开的第二流体流牵引所述粘弹流体材料流,使之形成按重复的通常Ω形图案摇摆的粘弹纤维,其中所述通常Ω形图案具有弓形部分和第一和第二侧边部分,这两个侧边部分先是彼此靠拢随后再按大体相反的方向朝外分开。在一种作业中,按重复的Ω形图案摇摆的粘弹纤维是在制作各种吸收体液的卫生制品时沉积在纺织的和无纺的纤维基材和绷紧的细长弹性绳股上的粘接剂材料。
Description
本申请涉及1997年4月14日申请的未审的美国专利申请第08/843,224号(题为“Improved Meltblowing Method and system(改进的熔喷方法和熔喷系统)”)和1998年4月15日申请的未审的美国专利申请第09/060,581号(题为“Elastic StrandCoating Process(弹性绳股的涂敷方法)”),在此通过引证将这两份共同转让的专利申请并入。
本发明一般地涉及粘弹流体材料的分配,更具体地说,涉及生成适合施于基材和细长的绳股以及它们的组合的摇摆的粘弹纤维的方法。
在许多制造工序中需要形成粘弹纤维(fibers)或纤丝(filaments),并它们沉积在相对其移动的基材和细长绳股上。这些工序包括将纤维化的粘接剂(包括热敏和压敏的粘接剂)施于基材和连接基材的细长绳股上。另一些工序包括将非粘接性纤维化粘弹材料作为防护覆盖物施于各种各样基材上,例如施于成摞的或成套的片状制品上,借此在重叠的制品之间由非粘接性纤维化材料提供防护覆盖层或将它们逐片分开。
一个示范性粘合工序是在制造各种吸收体液的卫生制品中将本质上连续的粘接剂纤维施于纺织的或无纺的纤维基材上,以便与另一片基材或同一片基材的搭接部分粘接。这种粘接剂纤维还可以施于细长的弹性绳股上,以便粘接到基材的各部分上,例如形成尿布和其它内衣上的弹性的废弃部分和腿箍部分。另一个示范性粘接剂纤维的粘合工序是在制造纸制包装材料(例如一次性使用的包装纸)时纸制基材和同一基材的搭接部分的粘接。
在许多粘接剂纤维的粘合工序(包括示范性的吸收体液的卫生制品和纸制包装材料的制造工序)以及非粘接性粘合工序中,符合要求的是将粘弹材料均匀地涂施于基材上并且精确地控制粘弹纤维在基材上的施加位置。将粘弹纤维均匀地施于基材和细长的绳股上保证了基材之间、或基材搭接层之间、以及与细长的绳股之间一致的粘接。将粘弹纤维均匀地施于基材和细长的绳股上还节约了粘弹纤丝。精确地控制粘弹纤维在基材上的施加位置保证了在希望粘接的区域内有适当的完全的粘接,在粘接区和非粘接区之间提供明显的边界,并且通常将减少由粘弹纤维不可控制地施于所需目标区(即粘接区)之外引起的基材耗损。
在制造吸收体液的卫生制品时,人们希望粘接在一起的搭接基材具有最大的吸收能力和柔软性,同时在搭接部分之间提供有效的粘接。人们还希望将绷紧的细长的弹性绳股沿其轴线长度比较连续地粘接到基材上,以致在后续的制造工序中割断该基材和绳股时绷紧的绳股不会相对基材滑动,即打滑。更具体地说,人们希望将粘弹纤维精确地均匀地施加基材和细长绳股上,在毗邻的纤维之间没有搭接,并且在有纤维覆盖的基材区域与没有纤维覆盖的基材区域之间有明确定义的(即明显的)边界。在示范性的制造卫生制品以外的其它制造工序中,人们也希望在将粘接纤维和非粘接纤维施于基材和细长绳股上时具有类似的结果。
在此之前,人们已经借助熔喷喷嘴和螺旋形喷嘴将粘弹纤维施于基材上。但是,常规的熔喷和螺旋喷嘴不能适当地全面满足在前面讨论的制造吸收体液的卫生制品和其它工序中提出的要求,即过量地和低效率地使用粘接剂。熔喷喷嘴通常按照覆盖图无规则地分配纤维,而螺旋形喷嘴按螺旋形覆盖图分配纤维。由这些常规喷嘴生成的纤维图倾向于在制造吸收体液的卫生制品中特别不希望有的基材变硬。由常规喷嘴生成的纤维图还倾向于降低蓬松度并因此降低被粘接的基材(即织物)的柔软性。此外,由常规喷嘴生成的纤维图还通过阻碍潮气在层间流动(通常是从内层流向吸收能力更强的外层)倾向于降低织物的吸收能力性。常规喷嘴还不怎么均匀地将纤维施于基材上并且对基材和细长的绳股上被纤维施加的位置缺乏精确的控制。
本发明涉及在形成粘弹流体材料流的技术方面的技术进步,更具体地说,涉及为了施于基材和细长绳股以及它们的组合上形成摇摆的粘弹纤维的方法。
本发明的一个目的是提供一种解决本技术领域中的问题的新方法,以产生适合施于各种基材和细长的绳股以及它们的组合上的摇摆的粘弹流体材料流的方法。
本发明的另一个目的是提供一种产生适合施于各种基材和细长绳股以及它们的组合上的摇摆的粘弹流体材料流的新方法,该方法具有一个或多个超越现有技术的优点,包括比较准确地控制纤维在基材和细长绳股上的沉积位置、比较均匀地将纤维施于基材和细长绳股上、以及节约地使用与纤维施加相关联的纤维和牵引气体。
本发明的另一个目的是提供一种产生适合施于各种基材和细长绳股以及它们的组合上的摇摆的粘弹纤维的新方法,该方法特别适合在制造吸收体液的卫生制品中使用。而且一个相关的目的是提供一种吸收体液的卫生制品,该卫生制品具有粘接良好的纺织基材和/或无纺基材以及改进的吸收能力和柔软性。
本发明更具体的目的是提供一种产生粘弹流体材料流的新方法,该方法通常包括用与粘弹流体材料相关联的相应的分开的第二流体流牵引该粘弹流体材料以形成按重复的通常Ω形图案摇摆的粘弹纤维,其中所述重复的通常Ω形图案具有弓形部分和第一和第二侧边部分,这两个侧边部分先是彼此靠拢而后按大体相反的方向分开。
本发明另一个更具体的目的是提供一种产生粘弹流体材料流的新方法,该方法通常包括用与粘弹流体材料相关联的相应的分开的第二流体流牵引该粘弹流体材料以形成按重复的通常Ω形图案摇摆的粘弹纤维,以及使摇摆的粘弹纤维沉积在相对其移动的基材和/或细长绳股以及它们的组合上。本发明的一个相关目的是使摇摆的粘弹纤维沉积到配置在基材上的一根或多根绷紧的细长绳股上,以便沿着绳股的轴线长度连续地将绷紧的细长弹性绳股牢固地粘接或压合到基材上。
本发明的这些和其它目的、各个方面、各种特征以及各种优点将由于仔细地考虑下面的详细说明和附图变得更加明显,其中为了便于理解附图可能不成比例并且其中相同的结构和步骤通常用相应的数字和符号表示。
图1是一种依据本发明产生按重复的通常Ω形图案摇摆的粘弹纤维的装置。
图2是重复的通常Ω形粘弹纤维图的局部视图。
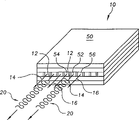
图3是一种示范性的应用,它将按重复的通常Ω形图案摇摆的粘弹纤维施于基材和细长绳股上。
图4是另一种示范性的应用,它将按重复的通常Ω形图案摇摆的粘弹纤维施于基材和细长绳股上。
图1是产生一股或多股粘弹流体材料流(或纤维20)的装置10,其中所述纤维可以沉积在基材或细长的绳股上并且可以用在各种粘合和非粘合工序中。例如,这种粘弹流体材料可以是聚乙烯或聚丙烯或为粘合和/或非粘合应用配制的其它聚合物。但是,这些粘弹材料只是示范性的并无限制的倾向,因为任何可以被拉成比较连续的纤维或纤丝的粘弹流体材料都适合实施本发明。
在一个示范性的工序中,粘弹流体材料是一种能够用于粘接搭接基材的热敏或压敏粘接剂。举例来说,这些工序包括在制造吸收体液的卫生制品时将粘接剂纤维施于纺织基材和/或无纺基材上,以及在制造纸制包装材料时将粘接剂纤维施于纸制基材上,以及将粘接剂纤丝施于与其它基材或细长绳股粘接的其它各种各样基材上。在另一个示范性应用中,粘弹流体材料是在非粘合工序中沉积在其它基材上的非粘接剂材料,例如在基材(如玻璃和其它材料)之间的防护覆盖层。
图1说明按重复的通常Ω形图案产生粘弹纤维20的喷嘴10。图2说明一段重复的通常Ω形图案,它有一弓形部分22以及被该图案中毗邻段相应的弓形部分32和42(用虚线表示)分享的第一和第二侧边部分24和26。第一和第二侧边部分24和26先彼此靠拢,而后在与相应的毗邻弓形部分32和42会合之前按大致相反方向分开。按照本发明,纤丝20的重复的通常Ω形图案是非常均匀一致的,并且特别适合许多粘合的和非粘合的工序,它显著地优于常规喷嘴产生的常规的无序搭接的纤维图和螺旋形纤维图。
在图1中,粘弹纤维20的重复的通常Ω形图案通常是通过分配粘弹流体材料形成以第一速度流动的第一流体流12和分配第二流体形成以第二速度沿着第一流体流12相对的侧边分开流动的第二流体流14和16。分开的第二流体流14和16相对第一流体流12定位和取向,使第一流体流12以某种方式摇摆,从而产生重复的通常Ω形图案。
第二流体流14和16,优选为空气那样的气体,被第一流体流12隔开并且以大于第一流体流12的第一速度的第二速度流动,以致第一流体流12因受分开的第二流体流的牵引而发生摇摆,从而按图1和图2所示的重复的Ω形图案形成粘弹纤维20。如图1所示,第一流体流12以及分开的第二流体流14和16优选被分配在一个公共平面内,借此第一流体流通过摇摆在包含第一和分开的第二流体流的公共平面内形成重复的通常Ω形图案。在一种操作模式中,为了按重复的通常Ω形图案20形成纤维,分开的第二流体流14和16是朝第一流体流12会聚的。而在另一种操作模式中,为了按重复的通常Ω形图案20形成纤维,使分开的第二流体流14和16平行于第一流体流12。
一般的说,正象在通过引证并入本文的未审的美国专利申请第08/843,224号(题为“Improved Meltblowing Method and System(改进的熔喷方法和系统)”,1997年4月14日申请)中更全面地揭示的那样,随着分开的第二流体流14和16的第二速度相对第一流体流12的第一速度增加,第一流体流12受到相应地增大的牵引并开始前后摇摆,而且摇摆的幅度和频率也相应地增加。随着分开的第二流体流14和16的第二速度相对第一流体流12的第一速度进一步增加,第一流体流12开始按所希望的重复的Ω形图案20摇摆。进一步相对第一流体流12的第一速度提高分开的第二流体流14和16的第二速度最终导致粘弹纤维无序地摇摆,这种情况可能符合某些工序的要求,但是在本发明的范围之外。
图1说明为了形成第一流体流12由主体零件50(或模压组件)上的第一喷嘴52分配粘弹流体材料,并且由主体零件50上与第一喷嘴52相关联的两个第二喷嘴54和56分配第二流体。这两个第二喷嘴54和56在公共平面内配置在第一喷嘴52两侧,以便沿着第一流体流12相对的侧边形成分开的第二流体流14和16。正象在通过引证并入本文的未审的美国专利申请第08/843,224号(题为“Improved Meltblowing Method and System(改进的熔喷方法和系统)”,1997年4月14日申请)中更全面地揭示的那样,主体零件50优选平行板主体零件。
在一个适合制造吸收体液的卫生制品的分配粘合剂的示范性操作中,平行板模头组件的喷嘴通常是矩形的。更具体地说,粘接剂喷嘴是大约0.56mm(0.022英寸)乘大约0.76mm(0.030英寸),而相应的两个分开的空气喷嘴都是大约0.84mm(0.033英寸)乘大约0.76mm(0.030英寸)。在这个分配粘接剂的示范性操作中,粘接剂的质量流速是每个粘接剂喷嘴每分钟大约10克,而对于两个相应的空气喷嘴其空气的质量流速是每分钟大约0.0032m3(0.114立方英尺)。在这些示范性的工作条件下,宽度(即振幅)大约为6.25mm(0.25英寸)的重复的通常Ω形图案是在空气压力介于0.21kg/cm2(每平方英寸大约3磅)(即3psi)至大约0.70kg/cm2(10psi)时形成的,其中优选的空气工作压力是大约0.42kg/cm2(6psi)。空气温度通常与粘接剂温度相同或高于粘接剂温度,而且空气温度是可以调节的,以便控制通常由制造厂商规定的粘接剂温度。
这些模头喷嘴的示范性规范没有限制倾向,而且为了产生重复的通常Ω形图案可以大幅度地变化。这些喷嘴可以用多个常规的非平行板模头组件构成,并且可以是圆的而不是方的。产生重复的通常Ω形图案所需要的空气和粘接剂的质量流速以及空气压力也可以在示范范围之外变化。例如,可以通过适当地选择空气和粘接剂喷嘴尺寸和控制空气和粘接剂质量流速来改变重复的通常Ω形图案20的振幅宽度和重量。对于许多分配粘接剂的操作,重复的通常Ω形图案的振幅通常介于3.18mm(0.125)英寸至25.4mm(1英寸)之间,但是可以更大或更小。
象前面讨论的那样构成和工作的主体零件50(即模头组件)将产生非常均匀一致的重复的通常Ω形图案20。此外,重复的通常Ω形图案20的振幅和频率可以象在前面讨论的和在通过引证并入本文的未审的美国专利申请第08/843,224号(“ImprovedMeltblowing Method and System(改进的熔喷方法和系统)”,1997年4月14日申请)中更全面地讨论的那样得到控制。因此,重复的通常Ω形图案可以沉积到基材和细长绳股上,并且具有常规的纤维或纤丝分配喷嘴迄今仍无法达到的均匀性和精确性。
图3说明第一平行板模头组件51,该组件的喷嘴适合在基材涂敷操作中将具有不同振幅的多重重复的通常Ω形图案20沉积到相对它移动的基材60上。等价的替代实施方案是模头组件51相对固定基材移动。在这个示范实施方案中,形成重复的通常Ω形图案的第一流体流借助相应的第二流体流所形成的摇摆不平行于基材移动方向,更具体地说,第一流体流将相对基材60的移动方向横向摇摆。在通过引证并入本文的的美国专利申请第08/843,224号(题为“Improved Meltblowing Method and System”,1997年4月14日申请)中更全面地揭示了本发明的这个方面。
按照本发明,重复的通常Ω形图案可以比较连续地按单一的或多重的平行图案沉积到基材表面上,其中所述图案有选择地覆盖具体应用所需覆盖的基材表面。例如,在图3中两种或多种重复的通常Ω形图案21、22和23可以并排地涂敷在基材60上,提供比较完全的基材覆盖层,而且在其间没有不符合要求的搭接。而在需要毗邻纤维图案20有某种搭接的操作中,按照本发明的实践搭接程度能够比较精确地得到控制。这是部分地由于所产生的纤维20的宽度比较一致以及施于基材上的纤维20定位精确。
图3和图4还说明重复的通常Ω形图案20是怎样提供极好的粘接又不牺牲基材的吸收能力和柔软性的,这正是在制造吸收体液的卫生制品的过程中粘接纺织的和无纺的纤维基材时所期望的。更具体地说,重复的通常Ω形图案20以显著的粘接剂粘接区提供均匀的基材覆盖层,还消除了或者至少大大地减少了纤维在不希望搭接的地方出现搭接。因此,因球状纤丝和搭接纤维引起的织物变硬的倾向被消除了。重复的通常Ω形图案20还提供比较大的没有粘接剂覆盖层的区域,体液可以通过该区域不受阻碍地流动。这些大面积的无粘接剂覆盖层的区域还减少了用常规喷嘴生成纤维时发生的纺织的和无纺的纤维基材倒伏和失去蓬松度的倾向,借此提高被粘接基材的柔软性。
图3还说明第二平行板模头组件53,该模头组件在绳股涂敷操作中将重复的通常Ω形图案24沉积到至少一根相对它移动的孤立的细长绳股70上。等价的替代实施方案是模头组件53相对固定的绳股移动。按照绳股的涂敷操作,重复的通常Ω形图案通常不平行于孤立的细长绳股70的移动方向摇摆,在示范操作中相对该移动方向是横向摇摆的。重复的通常Ω形图案的均匀性和一致性保证它沿着细长绳股的轴线方向比较均匀地施加,这在某些操作中是特别符合要求的,在这种场合绳股是绷紧的细长弹性绳股并且随后将被粘接在某种其它基材上,借此减少被粘接的细长绳股70在以后的制造工序中被割断时相对基材60滑移的倾向。更一般地说,在绳股的涂敷操作中至少有一个重复的通常Ω形纤维图案可以沉积到相对它移动的两根或多根孤立的细长绳股上。另一种办法是在绳股的涂敷操作中将多重毗邻的或搭接的重复的通常Ω形纤维图案沉积到相对它移动的两根或多根孤立的细长绳股上。
在一种操作中,正象在通过引证并入本文的未审的美国专利申请第09/060,581号(题为“Elastic Strand Coating Process(弹性绳股的涂敷方法)”,1998年4月15日申请)中一般地和更全面地揭示的那样,重复的通常Ω形图案24的振幅或宽度是这样选择的,以致几乎所有按重复的通常Ω形图案摇摆的粘弹材料都被集中在孤立的细长绳股70上或在其附近。重复的通常Ω形图案24均匀一致的宽度及其沉积的精确性使所有的纤维几乎都集中在细长绳股上成为可能,这在制造工序中是非常符合要求的,而且显著地优于常规的细长绳股粘接操作。
图4说明另一种替代操作,其中重复的通常Ω形图案25将沉积到至少一根相应的细长绳股71上,该绳股可以是直接配置在基材60上或架在该基材上方的绷紧的细长弹性绳股。重复的通常Ω形图案的均匀一致性保证将它沿着至少一根细长绳股71的轴线方向比较均匀地施加。重复的通常Ω形图案25的振幅或宽度还可以这样选择,以致重复的通常Ω形图案恰好横着覆盖细长绳股71,例如,在利用粘接剂材料的纤丝进行粘接的操作中,致使细长绳股71有效地压合到基材60上。
在另一种操作中,可以将单一的重复的通常Ω形图案26沉积到两根或多根直接配置在基材60上或架在该基材上方的细长绳股72和74上。而在其它操作中,可以将两个或多个重复的通常Ω形图案毗邻地或搭接地沉积到直接配置在基材60上的或架在该基材上方的多重细长绳股76、77和78上,如图所示。重复的通常Ω形纤维图案的宽度和重量以及它在绳股和/或基材上的沉积位置取决于前面讨论的模头组件50的构成。
尽管前面对本发明的介绍使原本熟悉这项技术的人能够制作和使用目前被看作是最佳模式的东西,但是原本熟悉这项技术的人将理解和体会到在此介绍的具体的示范实施方案有许多变型、组合和等价的实施方案。所以,本发明不受这些示范实施方案的限制,而是受在权利要求书规定的精神和范围内的所有的实施方案的限制。
Claims (39)
1.一种生成粘弹流体材料流的方法,该方法包括:
分配粘弹流体材料,形成以第一速度流动的第一流体流;
分配第二流体,形成以第二速度沿着所述第一流体流大体相反的两侧分开流动的第二流体流;以及
用所述分开的第二流体流来使所述第一流体流摇摆,以形成重复的通常Ω形图案,
所述通常Ω形图案包括一个具有第一和第二侧边部分的弓形部分,所述第一和第二侧边部分先彼此靠拢,而后按大体相反的方向分开。
2.根据权利要求1的方法,该方法进一步包括:用以大于所述第一流体流的第一速度的第二速度分开流动的第二流体流牵引第一流体流,以形成在所述重复的通常Ω形图案中摇摆的粘弹纤维,所述分开的第二流体流是空气流。
3.根据权利要求1的方法,该方法进一步包括:在公共平面内分配所述第一流体流和所述分开的第二流体流,并且使所述第一流体流在包含所述第一流体流和所述分开的第二流体流的公共平面内摇摆,以形成所述重复的通常Ω形图案。
4.根据权利要求1的方法,该方法进一步包括:使所述分开的第二流体流朝所述第一流体流会聚,以使所述第一流体流摇摆并形成重复的通常Ω形图案。
5.根据权利要求1的方法,该方法进一步包括:分配所述分开的第二流体流并使其平行于所述第一流体流,以使所述第一流体流摇摆并形成重复的通常Ω形图案。
6.根据权利要求1的方法,该方法进一步包括:从主体零件的第一喷嘴分配粘弹流体材料以形成所述第一流体流,以及从所述主体零件上与所述第一喷嘴相关联的两个第二喷嘴分配所述第二流体,这两个第二喷嘴配置在所述第一喷嘴的大体相反的两侧,以形成沿着所述第一流体流大体相反的两侧流动的所述分开的第二流体流。
7.根据权利要求1的方法,该方法进一步包括:从平行板主体零件的第一喷嘴分配粘弹流体材料以形成所述第一流体流,以及从所述平行板主体零件上与所述第一喷嘴相关联的两个第二喷嘴分配所述第二流体,这两个第二喷嘴配置在第一喷嘴的两侧,以便形成沿着第一流体流两侧分开流动的第二流体流。
8.根据权利要求1的方法,该方法进一步包括:使摇摆所述第一流体流形成的重复的通常Ω形图案沉积在相对所述第一流体流移动的基材上。
9.根据权利要求1的方法,该方法进一步包括:使摇摆所述第一流体流形成的重复的通常Ω形图案沉积在相对所述第一流体流移动的至少一根细长绳股上。
10.根据权利要求9的方法,该方法进一步包括:使摇摆所述第一流体流形成的重复的Ω形图案沉积在相对所述第一流体流移动的至少一根绷紧的细长弹性绳股上,所述细长弹性绳股配置在一个基材上的。
11.根据权利要求9的方法,该方法进一步包括:在不平行于至少一根孤立的细长绳股的移动方向摇摆所述第一流体流,以及在所述至少一根孤立的细长绳股上的俘获几乎所有粘弹流体材料。
12.根据权利要求9的方法,该方法进一步包括:使摇摆所述第一流体流形成的所述重复的通常Ω形图案沉积在相对所述第一流体流移动的至少两根孤立的细长绳股上。
13.根据权利要求1的方法,该方法进一步包括:
分配所述粘弹流体材料,形成多股以第一速度流动的第一流体流;
分配所述第二流体,形成多股以第二速度流动的第二流体流,所述多股第一流体流和所述多股第二流体流依次排列,以致所述多股第一流体流中的每一股都有与其相关联的相应第二流体流在其两侧流动;以及
用分开的第二流体流使所述多个第一流体流摇摆,以致每股第一流体流都形成重复的通常Ω形图案。
14.根据权利要求13的方法,该方法进一步包括:用以大于所述第一流体流的第一速度的第二速度流动的两股相应的第二流体流牵引所述多股第一流体流中的每股,以便形成摇摆的粘弹纤维,并由该纤维形成所述重复的通常Ω形图案。
15.根据权利要求13的方法,该方法进一步包括:使在相应的第一流体流两侧流动的所述第二流体流朝该相应的第一流体流会聚,以使该第一流体流摇摆并形成重复的通常Ω形图案。
16.根据权利要求13的方法,该方法进一步包括:从主体零件的多个第一喷嘴分配所述粘弹流体材料以形成所述多股第一流体流,以及从主体零件的多个第二喷嘴分配所述第二流体,以便形成沿着所述多股第一流体流大体相反的的两侧流动的多股第二流体流。
17.一种沉积粘弹纤丝的方法,包括:
毗邻移动的细长零件形成纤丝;
以重复的通常Ω形图案抖动所述纤丝;
所述通常Ω形图案具有一个弓形部分,该弓形部分有先彼此靠拢而后彼此岔开的第一和第二侧边;以及
在所述细长零件上俘获所述抖动的纤丝。
18.根据权利要求17的方法,其中所述细长零件是绳股,所述细长零件几乎俘获在所述绳股上的全部所述抖动的纤丝。
19.根据权利要求17的方法,其中所述纤丝抖动的主体方向不平行于移动的细长零件的方向。
20.根据权利要求17的方法,其中形成所述纤丝的方法是用两股分开的第二流体流朝第一流体流两侧大体相反的方向牵引第一流体流。
21.根据权利要求20的方法,其中包括使所述纤丝基本上在所述两股分开的第二流体流之间朝所述纤丝大体相反的两侧抖动。
22.根据权利要求21的方法,其中包括通过分配来自本体零件上的第一孔的第一流体形成所述第一流体流,通过分配来自配置在本体零件上本质上分别在第一孔大体相反的两侧的两个第二孔的第二流体形成所述两股第二流体流。
23.根据权利要求21的方法,其中抖动所述纤丝主要是沿着垂直于细长零件的方向抖动。
24.根据权利要求17的方法,其中所述移动的细长零件是绳股,在所述绳股上俘获所述抖动的纤丝。
25.根据权利要求24的方法,其中所述移动的细长零件是在空间上与基材分开的绳股,在所述绳股与所述基材处于分开状态时俘获在该绳股上的几乎所有纤丝,然后使涂有纤丝的绳股粘接到基材上。
26.一种沉积粘弹丝的方法,包括:
毗邻移动的基材形成纤丝;
按照重复的通常Ω形图案抖动纤丝;
所述通常Ω形图案具有弓形部分,该弓形部分有先彼此靠拢而后彼此岔开的第一和第二侧边;以及
使所述抖动的纤丝沉积在基材上。
27.根据权利要求26的方法,其中纤丝抖动的主体方向不平行于所述移动的基材的方向。
28.根据权利要求26的方法,其中形成所述纤丝是用两股分开的第二流体流朝第一流体流大体相反的两侧的方向牵引第一流体流。
29.根据权利要求28的方法,其中包括使所述纤丝基本上在两股第二流体流之间朝所述纤丝大体相反的两侧抖动。
30.根据权利要求29的方法,其中包括通过分配来自本体零件上的第一孔的第一流体形成所述第一流体流,通过分配来自配置在本体零件上本质上分别在第一孔大体相反的两侧的两个第二孔的第二流体形成所述两股第二流体流。
31.根据权利要求30的方法,其中抖动所述纤丝主要是沿着垂直于移动的基材的方向抖动。
32.一种沉积粘弹丝的方法,包括:
通过用两股分开的第二流体流朝第一流体流大体相反的两侧的方向牵引第一流体流形成纤丝;
使所述纤丝在所述两股第二流体流之间以重复的通常Ω形图案抖动;
所述重复的通常Ω形图案具有一个弓形部分,该弓形部分有两个先彼此靠拢而后又彼此岔开的侧边。
33.根据权利要求32的方法,其中包括使抖动的纤丝沉积在沿着不平行于所述纤丝的主要抖动方向移动的绳股上。
34.根据权利要求32的方法,其中包括使抖动的纤丝沉积在沿着不平行于所述纤丝的主要抖动方向移动的基材上。
35.根据权利要求32的方法,其中包括用从本体零件上的第一孔分配来的第一流体形成所述第一流体流,用从配置在本体零件上分别位于第一孔大体相反的两侧的相应的第二孔分配来的第二流体形成所述两股第二流体流。
36.根据权利要求32的方法,其中包括引导所述第二流体流朝所述第一流体流会聚。
37.根据权利要求32的方法,其中包括:
形成多股纤丝,其方法是在每股第一流体流的两侧都用两股分开的第二流体流沿着把第一流体流朝大体相反的两侧拉的方向牵引;
使每股纤丝都以重复的通常Ω形图案在相应的两股第二流体流之间抖动。
38.根据权利要求37的方法,其中包括使多股抖动的纤丝落在沿着不平行于所述多股粘弹丝的主要抖动方向移动的基材上。
39.根据权利要求37的方法,其中包括:
通过分配来自本体零件上的多个相应的第一孔的所述第一流体来形成多个第一流体流;
通过分配来自本体零件上的多个相应的第二孔的第二流体来形成多个第二流体流;
每个第一孔都有两个分开的第二孔在其大体相反的两翼,所述多个第一流体孔和所述多个第二流体孔都按不平行于基材移动的方向配置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/143,883 US6200635B1 (en) | 1998-08-31 | 1998-08-31 | Omega spray pattern and method therefor |
| US09/143,883 | 1998-08-31 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1246390A CN1246390A (zh) | 2000-03-08 |
| CN1224468C true CN1224468C (zh) | 2005-10-26 |
Family
ID=22506094
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB991189345A Expired - Lifetime CN1224468C (zh) | 1998-08-31 | 1999-08-30 | Ω形喷纹及其形成方法 |
Country Status (12)
| Country | Link |
|---|---|
| US (3) | US6200635B1 (zh) |
| EP (1) | EP0984083B1 (zh) |
| JP (1) | JP4361646B2 (zh) |
| KR (2) | KR100308615B1 (zh) |
| CN (1) | CN1224468C (zh) |
| AT (1) | ATE412075T1 (zh) |
| AU (1) | AU727472B2 (zh) |
| BR (1) | BR9903005B1 (zh) |
| CA (1) | CA2279282C (zh) |
| DE (1) | DE69939763D1 (zh) |
| ES (1) | ES2316181T3 (zh) |
| TW (1) | TW503266B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10213805B2 (en) | 2009-07-29 | 2019-02-26 | Illinois Tool Works Inc. | Wide pattern nozzle |
Families Citing this family (73)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6348234B1 (en) * | 1999-03-31 | 2002-02-19 | Matsushita Electric Industrial Co., Ltd. | Paste applying method |
| JP3560504B2 (ja) * | 1999-06-29 | 2004-09-02 | ユニ・チャーム株式会社 | 使い捨ておむつ |
| US6602554B1 (en) * | 2000-01-14 | 2003-08-05 | Illinois Tool Works Inc. | Liquid atomization method and system |
| US6719846B2 (en) | 2000-03-14 | 2004-04-13 | Nordson Corporation | Device and method for applying adhesive filaments to materials such as strands or flat substrates |
| JP4474620B2 (ja) * | 2000-03-14 | 2010-06-09 | ノードソン株式会社 | 糸状又は紐状物体に接着剤を塗布する装置と方法 |
| US6361634B1 (en) * | 2000-04-05 | 2002-03-26 | Kimberly-Clark Worldwide, Inc. | Multiple stage coating of elastic strands with adhesive |
| US6969441B2 (en) * | 2000-05-15 | 2005-11-29 | Kimberly-Clark Worldwide, Inc. | Method and apparatus for producing laminated articles |
| US20020119722A1 (en) * | 2000-05-15 | 2002-08-29 | Welch Howard M. | Elastic stranded laminate with adhesive bonds and method of manufacture |
| US6520237B1 (en) * | 2000-07-24 | 2003-02-18 | Illinois Tool Works Inc | Variable spacing strand coating system and method |
| JP4529060B2 (ja) * | 2000-10-20 | 2010-08-25 | ノードソン株式会社 | シート状等の被塗物に液体を塗布する装置及び方法 |
| JP2002325793A (ja) * | 2001-02-28 | 2002-11-12 | Uni Charm Corp | 使い捨て着用物品の製造方法 |
| EP1632207B1 (en) * | 2001-07-26 | 2012-08-29 | The Procter & Gamble Company | Absorbent articles with elastic topsheets |
| JP2003100318A (ja) | 2001-09-26 | 2003-04-04 | Asahi Glass Co Ltd | 塗工膜の製造方法、該方法による塗工膜及び固体高分子型燃料電池の製造方法 |
| US6733831B2 (en) * | 2001-10-30 | 2004-05-11 | Nordson Corporation | Method and apparatus for use in coating elongated bands |
| US6890630B2 (en) | 2001-12-20 | 2005-05-10 | Kimberly-Clark Worldwide, Inc. | Elastic composites for garments |
| US20040081794A1 (en) * | 2002-10-29 | 2004-04-29 | Titone David M. | Method for applying adhesive filaments to multiple strands of material and articles formed with the method |
| US6905081B2 (en) * | 2002-10-30 | 2005-06-14 | Nordson Corporation | Apparatus and methods for applying adhesive filaments onto one or more moving narrow substrates |
| US6737102B1 (en) | 2002-10-31 | 2004-05-18 | Nordson Corporation | Apparatus and methods for applying viscous material in a pattern onto one or more moving strands |
| DE60230633D1 (de) | 2002-11-08 | 2009-02-12 | Procter & Gamble | Absorbierender Wegwerfartikel mit schmutzverdeckender Deckschicht |
| JP4363842B2 (ja) * | 2002-12-20 | 2009-11-11 | ユニ・チャーム株式会社 | 使い捨て着用物品 |
| US7462240B2 (en) * | 2003-01-24 | 2008-12-09 | Nordson Corporation | Module, nozzle and method for dispensing controlled patterns of liquid material |
| US7485187B2 (en) * | 2003-07-18 | 2009-02-03 | Illinois Tool Works Inc. | Strand orientation alignment in strand coating systems and methods |
| ATE473718T1 (de) | 2003-10-02 | 2010-07-15 | Procter & Gamble | Absorbierender artikel mit elastomerischem material |
| US20050137549A1 (en) * | 2003-12-22 | 2005-06-23 | Kimberly-Clark Worldwide, Inc. | Use of swirl-like adhesive patterns in the formation of absorbent articles |
| US7067009B2 (en) * | 2004-06-09 | 2006-06-27 | Illinois Tool Works Inc. | Strand guide implements or mechanisms for use in connection with material dispensing and coating nozzles |
| US8277430B2 (en) * | 2004-12-28 | 2012-10-02 | Kimberly-Clarl Worldwide, Inc. | Absorbent garment with strand coated adhesive components |
| US20070296161A1 (en) * | 2006-06-21 | 2007-12-27 | Dudman Richard L | Seal, Sealing System, and Method for Sealing |
| CN101547669A (zh) * | 2006-12-07 | 2009-09-30 | 尤妮佳股份有限公司 | 吸收性物品 |
| EP2142309B1 (en) * | 2007-04-03 | 2014-10-22 | Nordson Corporation | Protective member and nozzle assembly configured to resist wear |
| US8033243B2 (en) * | 2007-06-29 | 2011-10-11 | Illinois Tool Works Inc. | Strand positioning guide having reversely oriented V-shaped slots for use in connection with strand coating applicators |
| US20100193135A1 (en) * | 2009-01-30 | 2010-08-05 | Joseph Allen Eckstein | System and Method for High-Speed Continuous Application of a Strip Material to a Moving Sheet-Like Substrate Material at Laterally Shifting Locations |
| US20100193138A1 (en) * | 2009-01-30 | 2010-08-05 | Joseph Allen Eckstein | System for High-Speed Continuous Application of a Strip Material to a Moving Sheet-Like Substrate Material at Laterally Shifting Locations |
| US8182627B2 (en) * | 2009-01-30 | 2012-05-22 | The Procter & Gamble Company | Method for high-speed continuous application of a strip material to a substrate along an application path on the substrate |
| US8171972B2 (en) | 2009-01-30 | 2012-05-08 | The Procter & Gamble Company | Strip guide for high-speed continuous application of a strip material to a moving sheet-like substrate material at laterally shifting locations |
| US9186881B2 (en) * | 2009-03-09 | 2015-11-17 | Illinois Tool Works Inc. | Thermally isolated liquid supply for web moistening |
| US20100224703A1 (en) * | 2009-03-09 | 2010-09-09 | Illinois Tool Works Inc. | Pneumatic Atomization Nozzle for Web Moistening |
| US20100224122A1 (en) * | 2009-03-09 | 2010-09-09 | Illinois Tool Works Inc. | Low pressure regulation for web moistening systems |
| US20100224123A1 (en) * | 2009-03-09 | 2010-09-09 | Illinois Tool Works Inc. | Modular nozzle unit for web moistening |
| JP5676877B2 (ja) | 2009-12-28 | 2015-02-25 | ユニ・チャーム株式会社 | ノズル装置およびこれを用いて製造された伸縮性シートを有するおむつ |
| US9034425B2 (en) * | 2012-04-11 | 2015-05-19 | Nordson Corporation | Method and apparatus for applying adhesive on an elastic strand in a personal disposable hygiene product |
| EP2866753A1 (en) | 2012-06-29 | 2015-05-06 | The Procter & Gamble Company | System and method for high-speed continuous application of a strip material to a moving sheet-like substrate material |
| US9820894B2 (en) | 2013-03-22 | 2017-11-21 | The Procter & Gamble Company | Disposable absorbent articles |
| US10526729B2 (en) | 2014-02-24 | 2020-01-07 | Nanofiber, Inc. | Melt blowing die, apparatus and method |
| EP3134485A2 (en) | 2014-04-25 | 2017-03-01 | Firestone Building Products Co., LLC | Construction materials including a non-woven layer of pressure-sensitive adhesive |
| US10487199B2 (en) | 2014-06-26 | 2019-11-26 | The Procter & Gamble Company | Activated films having low sound pressure levels |
| JP2017527351A (ja) | 2014-08-27 | 2017-09-21 | ザ プロクター アンド ギャンブル カンパニー | 効率的に製造され、審美的な後脚縁部輪郭を有するパンツ構造体 |
| US9561654B2 (en) | 2014-11-26 | 2017-02-07 | Illinois Tool Works Inc. | Laminated nozzle with thick plate |
| US9849480B2 (en) | 2014-11-26 | 2017-12-26 | Illinois Tool Works Inc. | Laminated nozzle with thick plate |
| WO2016101198A1 (en) | 2014-12-25 | 2016-06-30 | The Procter & Gamble Company | Absorbent article having elastic belt |
| US10070997B2 (en) | 2015-01-16 | 2018-09-11 | The Procter & Gamble Company | Absorbent pant with advantageously channeled absorbent core structure and bulge-reducing features |
| US10376428B2 (en) | 2015-01-16 | 2019-08-13 | The Procter & Gamble Company | Absorbent pant with advantageously channeled absorbent core structure and bulge-reducing features |
| WO2018031839A1 (en) | 2016-08-12 | 2018-02-15 | The Procter & Gamble Company | Method and apparatus for assembling absorbent articles |
| MX2019003810A (es) | 2016-10-18 | 2019-09-19 | Kimberly Clark Co | Articulos absorbentes elastizados y metodos para debilitar porciones elasticas en articulos absorbentes elastizados. |
| US10828208B2 (en) | 2016-11-21 | 2020-11-10 | The Procte & Gamble Company | Low-bulk, close-fitting, high-capacity disposable absorbent pant |
| US11399986B2 (en) | 2016-12-16 | 2022-08-02 | The Procter & Gamble Company | Article comprising energy curable ink |
| JP2020500631A (ja) | 2016-12-19 | 2020-01-16 | ザ プロクター アンド ギャンブル カンパニーThe Procter & Gamble Company | 吸収性コアを有する吸収性物品 |
| US20180333310A1 (en) | 2017-05-18 | 2018-11-22 | The Procter & Gamble Company | Incontinence pant with low-profile unelasticized zones |
| DE202017005954U1 (de) | 2017-10-20 | 2018-03-15 | The Procter & Gamble Company | Absorptionsartikel mit Kanälen |
| DE202017005956U1 (de) | 2017-10-25 | 2018-02-22 | The Procter & Gamble Company | Absorptionsartikel mit Kanälen |
| DE202017005950U1 (de) | 2017-10-25 | 2018-03-01 | The Procter & Gamble Company | Absorptionsartikel mit Kanälen |
| DE202017005952U1 (de) | 2017-10-25 | 2018-02-22 | The Procter & Gamble Company | Absorptionsartikel mit Kanälen |
| WO2019151064A1 (ja) | 2018-01-31 | 2019-08-08 | 株式会社瑞光 | 弾性シートの製造方法及び製造装置、伸縮複合シートの製造方法及び製造装置、並びに伸縮複合シート |
| WO2019204972A1 (en) | 2018-04-24 | 2019-10-31 | The Procter & Gamble Company | Absorbent pant having an absorbent core with continuous channel |
| CN112368350A (zh) | 2018-05-03 | 2021-02-12 | 艾利丹尼森公司 | 胶粘剂层压件和胶粘剂层压件的制造方法 |
| US20200197240A1 (en) | 2018-12-19 | 2020-06-25 | The Procter & Gamble Company | Absorbent article comprising printed region |
| US11944522B2 (en) | 2019-07-01 | 2024-04-02 | The Procter & Gamble Company | Absorbent article with ear portion |
| JP2021154195A (ja) | 2020-03-26 | 2021-10-07 | ノードソン コーポレーションNordson Corporation | ノズル、接着剤塗布ヘッド、接着剤塗布装置及びおむつ製造方法 |
| EP3906905A1 (en) | 2020-05-07 | 2021-11-10 | Ontex BV | Absorbent articles having integrated exudate monitoring |
| EP3906908A1 (en) | 2020-05-07 | 2021-11-10 | Ontex BV | Absorbent articles having integrated stretch monitoring |
| EP4161465A1 (en) | 2020-06-09 | 2023-04-12 | The Procter & Gamble Company | Article having a bond pattern |
| WO2023056237A1 (en) | 2021-09-30 | 2023-04-06 | The Procter & Gamble Company | Absorbent article with laminate bond pattern |
| WO2023225238A1 (en) | 2022-05-20 | 2023-11-23 | The Procter & Gamble Company | Absorbent article with laminate bond pattern |
| US20240091073A1 (en) | 2022-09-08 | 2024-03-21 | The Procter & Gamble Company | Disposable absorbent pants with elasticized waist panel structure and obscuring print patterns |
Family Cites Families (118)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2031387A (en) | 1934-08-22 | 1936-02-18 | Schwarz Arthur | Nozzle |
| US2212448A (en) | 1935-06-08 | 1940-08-20 | Owens Corning Fiberglass Corp | Method and apparatus for the production of fibers from molten glass and similar meltable materials |
| US2297726A (en) | 1938-04-02 | 1942-10-06 | Thermo Plastics Corp | Method and apparatus for drying or the like |
| BE533186A (zh) | 1948-11-05 | |||
| US2628386A (en) | 1952-04-29 | 1953-02-17 | Modern Plastic Machinery Corp | Web extrusion die |
| US3038202A (en) | 1959-01-28 | 1962-06-12 | Multiple Extrusions Inc | Method and apparatus for making multiple tube structures by extrusion |
| DE1132896B (de) | 1961-01-05 | 1962-07-12 | Bayer Ag | Verfahren zur Herstellung von koernigen oder zylinderfoermigen Granulaten |
| US3178770A (en) | 1962-01-19 | 1965-04-20 | Du Pont | Variable orifice extruder die |
| NL125332C (zh) | 1962-06-25 | |||
| US3176345A (en) | 1962-06-25 | 1965-04-06 | Monsanto Co | Spinnerette |
| US3192563A (en) | 1962-06-25 | 1965-07-06 | Monsanto Co | Laminated spinneret |
| US3204290A (en) | 1962-12-27 | 1965-09-07 | Monsanto Co | Laminated spinneret |
| US3501805A (en) | 1963-01-03 | 1970-03-24 | American Cyanamid Co | Apparatus for forming multicomponent fibers |
| US3253301A (en) | 1963-01-14 | 1966-05-31 | Monsanto Co | Non-circular spinneret orifices |
| DE1584324A1 (de) | 1965-04-15 | 1969-12-18 | Schneider & Co | Vorrichtung zur Herstellung keramischer Koerper |
| US3334792A (en) | 1966-05-19 | 1967-08-08 | Herculite Protective Fab | Adhesive applicator |
| DE1969216U (de) | 1966-10-24 | 1967-09-28 | Du Pont | Spinnpackung. |
| NL6801610A (zh) | 1967-02-07 | 1968-08-08 | ||
| US3978185A (en) | 1968-12-23 | 1976-08-31 | Exxon Research And Engineering Company | Melt blowing process |
| US3849241A (en) | 1968-12-23 | 1974-11-19 | Exxon Research Engineering Co | Non-woven mats by melt blowing |
| US3613170A (en) | 1969-05-27 | 1971-10-19 | American Cyanamid Co | Spinning apparatus for sheath-core bicomponent fibers |
| US3755527A (en) | 1969-10-09 | 1973-08-28 | Exxon Research Engineering Co | Process for producing melt blown nonwoven synthetic polymer mat having high tear resistance |
| US3650866A (en) | 1969-10-09 | 1972-03-21 | Exxon Research Engineering Co | Increasing strip tensile strength of melt blown nonwoven polypropylene mats of high tear resistance |
| US3704198A (en) | 1969-10-09 | 1972-11-28 | Exxon Research Engineering Co | Nonwoven polypropylene mats of increased strip tensile strength |
| US3947537A (en) | 1971-07-16 | 1976-03-30 | Exxon Research & Engineering Co. | Battery separator manufacturing process |
| BE787033A (zh) | 1971-08-06 | 1973-02-01 | Solvay | |
| BE795841A (fr) | 1972-02-25 | 1973-08-23 | Montedison Spa | Procede de preparation de fibres a partir de matieres polymeres, convenant a la preparation de pulpe de papier |
| US3806289A (en) | 1972-04-05 | 1974-04-23 | Kimberly Clark Co | Apparatus for producing strong and highly opaque random fibrous webs |
| US3825379A (en) | 1972-04-10 | 1974-07-23 | Exxon Research Engineering Co | Melt-blowing die using capillary tubes |
| US3861850A (en) | 1972-09-05 | 1975-01-21 | Marvin E Wallis | Film forming head |
| US3920362A (en) | 1972-10-27 | 1975-11-18 | Jeffers Albert L | Filament forming apparatus with sweep fluid channel surrounding spinning needle |
| US4052183A (en) | 1973-04-24 | 1977-10-04 | Saint-Gobain Industries | Method and apparatus for suppression of pollution in toration of glass fibers |
| FR2223318B1 (zh) | 1973-03-30 | 1978-03-03 | Saint Gobain | |
| US4015963A (en) | 1973-03-30 | 1977-04-05 | Saint-Gobain Industries | Method and apparatus for forming fibers by toration |
| US4015964A (en) | 1973-03-30 | 1977-04-05 | Saint-Gobain Industries | Method and apparatus for making fibers from thermoplastic materials |
| US3888610A (en) | 1973-08-24 | 1975-06-10 | Rothmans Of Pall Mall | Formation of polymeric fibres |
| US4100324A (en) | 1974-03-26 | 1978-07-11 | Kimberly-Clark Corporation | Nonwoven fabric and method of producing same |
| US3942723A (en) | 1974-04-24 | 1976-03-09 | Beloit Corporation | Twin chambered gas distribution system for melt blown microfiber production |
| US3970417A (en) | 1974-04-24 | 1976-07-20 | Beloit Corporation | Twin triple chambered gas distribution system for melt blown microfiber production |
| US3923444A (en) | 1974-05-03 | 1975-12-02 | Ford Motor Co | Extrusion die |
| US3954361A (en) | 1974-05-23 | 1976-05-04 | Beloit Corporation | Melt blowing apparatus with parallel air stream fiber attenuation |
| DD115206A5 (de) | 1974-07-13 | 1975-09-12 | Monforts Fa A | Fluidik-oszillator |
| US4052002A (en) | 1974-09-30 | 1977-10-04 | Bowles Fluidics Corporation | Controlled fluid dispersal techniques |
| US3981650A (en) | 1975-01-16 | 1976-09-21 | Beloit Corporation | Melt blowing intermixed filaments of two different polymers |
| NL7507443A (nl) | 1975-06-23 | 1976-12-27 | Akzo Nv | Smeltspingarnituur. |
| US4185981A (en) | 1975-08-20 | 1980-01-29 | Nippon Sheet Glass Co.,Ltd. | Method for producing fibers from heat-softening materials |
| DE2614596C3 (de) | 1976-04-05 | 1980-03-13 | Vereinigte Glaswerke Gmbh, 5100 Aachen | Abstreichgießkopf zum Aufbringen gießfähiger Kunststoffschichten auf plane Unterlagen |
| US5035361A (en) | 1977-10-25 | 1991-07-30 | Bowles Fluidics Corporation | Fluid dispersal device and method |
| US4151955A (en) | 1977-10-25 | 1979-05-01 | Bowles Fluidics Corporation | Oscillating spray device |
| USRE33605E (en) | 1977-12-09 | 1991-06-04 | Fluidic oscillator and spray-forming output chamber | |
| USRE33448E (en) | 1977-12-09 | 1990-11-20 | Fluidic oscillator and spray-forming output chamber | |
| US4277436A (en) | 1978-04-26 | 1981-07-07 | Owens-Corning Fiberglas Corporation | Method for forming filaments |
| US4231519A (en) | 1979-03-09 | 1980-11-04 | Peter Bauer | Fluidic oscillator with resonant inertance and dynamic compliance circuit |
| US4300876A (en) | 1979-12-12 | 1981-11-17 | Owens-Corning Fiberglas Corporation | Apparatus for fluidically attenuating filaments |
| US4359445A (en) | 1980-01-21 | 1982-11-16 | Owens-Corning Fiberglas Corporation | Method for producing a lofted mat |
| US4380570A (en) | 1980-04-08 | 1983-04-19 | Schwarz Eckhard C A | Apparatus and process for melt-blowing a fiberforming thermoplastic polymer and product produced thereby |
| US4340563A (en) | 1980-05-05 | 1982-07-20 | Kimberly-Clark Corporation | Method for forming nonwoven webs |
| US4457685A (en) | 1982-01-04 | 1984-07-03 | Mobil Oil Corporation | Extrusion die for shaped extrudate |
| US4526733A (en) | 1982-11-17 | 1985-07-02 | Kimberly-Clark Corporation | Meltblown die and method |
| DE3475083D1 (en) | 1983-03-23 | 1988-12-15 | Barmag Barmer Maschf | Spinning head for melt-spinning filaments |
| US4818464A (en) | 1984-08-30 | 1989-04-04 | Kimberly-Clark Corporation | Extrusion process using a central air jet |
| US4596346A (en) | 1985-01-28 | 1986-06-24 | Daniel Lepage | Bicycle luggage rack |
| DE3506924A1 (de) | 1985-02-27 | 1986-09-04 | Reifenhäuser GmbH & Co Maschinenfabrik, 5210 Troisdorf | Einrichtung fuer das spinnen von monofilfaeden aus thermoplastischem kunststoff |
| FR2579516B1 (fr) | 1985-04-01 | 1987-06-12 | Solvay | Bloc d'alimentation pour filiere plate de coextrusion |
| US4694992A (en) | 1985-06-24 | 1987-09-22 | Bowles Fluidics Corporation | Novel inertance loop construction for air sweep fluidic oscillator |
| WO1987004195A1 (en) | 1986-01-10 | 1987-07-16 | Ashland Oil, Inc. | Melt blowing die and air manifold frame assembly |
| US4874451A (en) | 1986-03-20 | 1989-10-17 | Nordson Corporation | Method of forming a disposable diaper with continuous/intermittent rows of adhesive |
| US4818463A (en) | 1986-04-26 | 1989-04-04 | Buehning Peter G | Process for preparing non-woven webs |
| EP0265249B1 (en) | 1986-10-21 | 1993-03-10 | Mitsui Petrochemical Industries, Ltd. | Melt blow die |
| US4747986A (en) | 1986-12-24 | 1988-05-31 | Allied-Signal Inc. | Die and method for forming honeycomb structures |
| US4746283A (en) | 1987-04-01 | 1988-05-24 | Hobson Gerald R | Head tooling parison adapter plates |
| USRE33481E (en) | 1987-04-23 | 1990-12-11 | Nordson Corporation | Adhesive spray gun and nozzle attachment |
| US4785996A (en) | 1987-04-23 | 1988-11-22 | Nordson Corporation | Adhesive spray gun and nozzle attachment |
| US4891249A (en) | 1987-05-26 | 1990-01-02 | Acumeter Laboratories, Inc. | Method of and apparatus for somewhat-to-highly viscous fluid spraying for fiber or filament generation, controlled droplet generation, and combinations of fiber and droplet generation, intermittent and continuous, and for air-controlling spray deposition |
| US4955547A (en) | 1987-09-02 | 1990-09-11 | Spectra Technologies, Inc. | Fluidic oscillating nozzle |
| US4905909A (en) | 1987-09-02 | 1990-03-06 | Spectra Technologies, Inc. | Fluidic oscillating nozzle |
| US4923706A (en) | 1988-01-14 | 1990-05-08 | Thomas J. Lipton, Inc. | Process of and apparatus for shaping extrudable material |
| US4983109A (en) | 1988-01-14 | 1991-01-08 | Nordson Corporation | Spray head attachment for metering gear head |
| US4812276A (en) | 1988-04-29 | 1989-03-14 | Allied-Signal Inc. | Stepwise formation of channel walls in honeycomb structures |
| US4949668A (en) | 1988-06-16 | 1990-08-21 | Kimberly-Clark Corporation | Apparatus for sprayed adhesive diaper construction |
| US5067885A (en) | 1988-06-17 | 1991-11-26 | Gencorp Inc. | Rapid change die assembly |
| US5069853A (en) | 1988-06-17 | 1991-12-03 | Gencorp Inc. | Method of configuring extrudate flowing from an extruder die assembly |
| US4960619A (en) * | 1988-06-30 | 1990-10-02 | Slautterback Corporation | Method for depositing adhesive in a reciprocating motion |
| US5114752A (en) | 1988-12-12 | 1992-05-19 | Nordson Corporation | Method for gas-aided dispensing of liquid materials |
| US5017116A (en) | 1988-12-29 | 1991-05-21 | Monsanto Company | Spinning pack for wet spinning bicomponent filaments |
| US5312500A (en) | 1989-01-27 | 1994-05-17 | Nippon Petrochemicals Co., Ltd. | Non-woven fabric and method and apparatus for making the same |
| DE3927254A1 (de) | 1989-08-18 | 1991-02-21 | Reifenhaeuser Masch | Verfahren und spinnduesenaggregat fuer die herstellung von kunststoff-faeden und/oder kunststoff-fasern im zuge der herstellung von einem spinnvlies aus thermoplastischem kunststoff |
| US5013232A (en) | 1989-08-24 | 1991-05-07 | General Motors Corporation | Extrusion die construction |
| US5066435A (en) | 1989-09-16 | 1991-11-19 | Rohm Gmbh Chemische Fabrik | Process and system for producing multi-layer extrudate |
| US5075068A (en) * | 1990-10-11 | 1991-12-24 | Exxon Chemical Patents Inc. | Method and apparatus for treating meltblown filaments |
| US5145689A (en) | 1990-10-17 | 1992-09-08 | Exxon Chemical Patents Inc. | Meltblowing die |
| DE4040242A1 (de) | 1990-12-15 | 1992-06-17 | Peter Roger Dipl Ing Nyssen | Verfahren und vorrichtung zur herstellung von feinstfasern aus thermoplastischen polymeren |
| JP2602460B2 (ja) | 1991-01-17 | 1997-04-23 | 三菱化学株式会社 | 紡糸ノズル及び該紡糸ノズルを用いた金属化合物の繊維前駆体の製造法ならびに無機酸化物繊維の製造法 |
| US5503484A (en) | 1992-12-14 | 1996-04-02 | Typeright Keyboard Corporation | Ergonomic keyboard apparatus and method of using same |
| US5094792A (en) | 1991-02-27 | 1992-03-10 | General Motors Corporation | Adjustable extrusion coating die |
| US5129585A (en) | 1991-05-21 | 1992-07-14 | Peter Bauer | Spray-forming output device for fluidic oscillators |
| US5207970A (en) | 1991-09-30 | 1993-05-04 | Minnesota Mining And Manufacturing Company | Method of forming a web of melt blown layered fibers |
| US5382312A (en) | 1992-04-08 | 1995-01-17 | Nordson Corporation | Dual format adhesive apparatus for intermittently disrupting parallel, straight lines of adhesive to form a band |
| US5165940A (en) | 1992-04-23 | 1992-11-24 | E. I. Du Pont De Nemours And Company | Spinneret |
| ES2115700T3 (es) | 1992-07-08 | 1998-07-01 | Nordson Corp | Aparato y procedimientos para la aplicacion de coberturas discretas. |
| US5421921A (en) | 1992-07-08 | 1995-06-06 | Nordson Corporation | Segmented slot die for air spray of fibers |
| US5418009A (en) | 1992-07-08 | 1995-05-23 | Nordson Corporation | Apparatus and methods for intermittently applying discrete adhesive coatings |
| CA2098784A1 (en) | 1992-07-08 | 1994-01-09 | Bentley Boger | Apparatus and methods for applying conformal coatings to electronic circuit boards |
| US5354378A (en) | 1992-07-08 | 1994-10-11 | Nordson Corporation | Slot nozzle apparatus for applying coatings to bottles |
| WO1994001222A1 (en) | 1992-07-08 | 1994-01-20 | Nordson Corporation | Apparatus and methods for applying discrete foam coatings |
| US5275676A (en) * | 1992-09-18 | 1994-01-04 | Kimberly-Clark Corporation | Method and apparatus for applying a curved elastic to a moving web |
| DE4332345C2 (de) | 1993-09-23 | 1995-09-14 | Reifenhaeuser Masch | Verfahren und Vliesblasanlage zur Herstellung von einem Spinnvlies mit hoher Filamentgeschwindigkeit |
| US5478224A (en) | 1994-02-04 | 1995-12-26 | Illinois Tool Works Inc. | Apparatus for depositing a material on a substrate and an applicator head therefor |
| US5458291A (en) | 1994-03-16 | 1995-10-17 | Nordson Corporation | Fluid applicator with a noncontacting die set |
| US5476616A (en) | 1994-12-12 | 1995-12-19 | Schwarz; Eckhard C. A. | Apparatus and process for uniformly melt-blowing a fiberforming thermoplastic polymer in a spinnerette assembly of multiple rows of spinning orifices |
| US5679379A (en) | 1995-01-09 | 1997-10-21 | Fabbricante; Anthony S. | Disposable extrusion apparatus with pressure balancing modular die units for the production of nonwoven webs |
| US5618347A (en) | 1995-04-14 | 1997-04-08 | Kimberly-Clark Corporation | Apparatus for spraying adhesive |
| US5618566A (en) | 1995-04-26 | 1997-04-08 | Exxon Chemical Patents, Inc. | Modular meltblowing die |
| US5620139A (en) | 1995-07-18 | 1997-04-15 | Nordson Corporation | Nozzle adapter with recirculation valve |
| US5904298A (en) * | 1996-10-08 | 1999-05-18 | Illinois Tool Works Inc. | Meltblowing method and system |
| US5902540A (en) | 1996-10-08 | 1999-05-11 | Illinois Tool Works Inc. | Meltblowing method and apparatus |
| DE19715740A1 (de) | 1997-04-16 | 1998-10-22 | Forbo Int Sa | Verfahren zur Herstellung von Vliesen für textile Bodenbeläge und Vorrichtung zur Durchführung des Verfahrens |
| US6077375A (en) | 1998-04-15 | 2000-06-20 | Illinois Tool Works Inc. | Elastic strand coating process |
-
1998
- 1998-08-31 US US09/143,883 patent/US6200635B1/en not_active Expired - Lifetime
-
1999
- 1999-07-15 KR KR1019990028654A patent/KR100308615B1/ko not_active IP Right Cessation
- 1999-07-27 BR BRPI9903005-5A patent/BR9903005B1/pt not_active IP Right Cessation
- 1999-07-28 TW TW88112940A patent/TW503266B/zh not_active IP Right Cessation
- 1999-07-30 CA CA 2279282 patent/CA2279282C/en not_active Expired - Lifetime
- 1999-08-04 AU AU42474/99A patent/AU727472B2/en not_active Ceased
- 1999-08-17 DE DE69939763T patent/DE69939763D1/de not_active Expired - Fee Related
- 1999-08-17 ES ES99306461T patent/ES2316181T3/es not_active Expired - Lifetime
- 1999-08-17 AT AT99306461T patent/ATE412075T1/de not_active IP Right Cessation
- 1999-08-17 EP EP99306461A patent/EP0984083B1/en not_active Expired - Lifetime
- 1999-08-30 CN CNB991189345A patent/CN1224468C/zh not_active Expired - Lifetime
- 1999-08-31 JP JP24454599A patent/JP4361646B2/ja not_active Expired - Lifetime
-
2000
- 2000-03-16 US US09/526,989 patent/US6461430B1/en not_active Expired - Lifetime
- 2000-03-16 US US09/527,432 patent/US6197406B1/en not_active Expired - Lifetime
-
2001
- 2001-07-03 KR KR1020010039470A patent/KR100308614B1/ko not_active IP Right Cessation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10213805B2 (en) | 2009-07-29 | 2019-02-26 | Illinois Tool Works Inc. | Wide pattern nozzle |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2279282A1 (en) | 2000-02-29 |
| BR9903005A (pt) | 2000-04-04 |
| TW503266B (en) | 2002-09-21 |
| KR100308615B1 (ko) | 2001-09-24 |
| US6461430B1 (en) | 2002-10-08 |
| JP4361646B2 (ja) | 2009-11-11 |
| KR20000016946A (ko) | 2000-03-25 |
| JP2000070832A (ja) | 2000-03-07 |
| CA2279282C (en) | 2003-01-07 |
| AU4247499A (en) | 2000-03-30 |
| KR100308614B1 (ko) | 2001-09-13 |
| ES2316181T3 (es) | 2009-04-01 |
| CN1246390A (zh) | 2000-03-08 |
| EP0984083A3 (en) | 2000-04-19 |
| EP0984083B1 (en) | 2008-10-22 |
| US6197406B1 (en) | 2001-03-06 |
| US6200635B1 (en) | 2001-03-13 |
| AU727472B2 (en) | 2000-12-14 |
| BR9903005B1 (pt) | 2009-05-05 |
| DE69939763D1 (de) | 2008-12-04 |
| EP0984083A2 (en) | 2000-03-08 |
| ATE412075T1 (de) | 2008-11-15 |
| KR20010074661A (ko) | 2001-08-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1224468C (zh) | Ω形喷纹及其形成方法 | |
| US7014911B2 (en) | Method of applying a continuous adhesive filament to an elastic strand with discrete bond points and articles manufactured by the method | |
| KR100322483B1 (ko) | 탄성 스트랜드 코팅 시스템 및 방법 | |
| US20060251806A1 (en) | Method of securing elastic strands to flat substrates and apparatus therefor | |
| US4996091A (en) | Product comprising substrate bearing continuous extruded fiber forming random crisscross pattern layer | |
| US5431343A (en) | Fiber jet nozzle for dispensing viscous adhesives | |
| US4891249A (en) | Method of and apparatus for somewhat-to-highly viscous fluid spraying for fiber or filament generation, controlled droplet generation, and combinations of fiber and droplet generation, intermittent and continuous, and for air-controlling spray deposition | |
| JPH06114320A (ja) | 二重フォーマット式接着剤装置、方法及び物品 | |
| US6863225B2 (en) | Device and method for applying adhesive to materials such as strands | |
| JP4402894B2 (ja) | ストランド上に接着剤を分配する装置及び方法 | |
| JP5392977B2 (ja) | 粘性流体材料の傾斜波状パターンを形成するノズル、粘性流体材料を基材に塗布する方法、及び製品 | |
| JP2000061380A (ja) | 粘弾性流体材料からフィラメント状物質を押し出す押出方法および押出装置 | |
| MXPA04006851A (es) | Alineacion de orientacion de cordon en sistemas y metodos de recubrimiento de cordon. | |
| CN1490086A (zh) | 制造复合带的方法 | |
| WO2004041447A1 (ja) | ホットメルト接着剤スプレー塗布方法およびホットメルト接着剤スプレー塗布装置の塗布ノズル装置 | |
| MXPA99007994A (en) | Spray pattern on omega and method for e | |
| JPH0355582B2 (zh) | ||
| MXPA99003435A (es) | Proceso para recubrir un hilo elastico |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20051026 |
|
| CX01 | Expiry of patent term |